
PLA Filament Nedir? Nasıl Kullanılır? Dereceleri, Türleri ve MPa Değerleri
Giriş
PLA (Polylactic Acid), biyolojik kaynaklı (mısır nişastası, şeker kamışı gibi) hammaddeyle üretilen, 3D baskıda en yaygın kullanılan termoplastik filament türlerinden biridir. Bu makalede, PLA filamentin yapısal özelliklerini, baskı ayarlarını, çeşitli türlerini ve mekanik (MPa) dayanım değerlerini marka belirtmeden, tamamen genel ve teknik bir bakış açısıyla ele alacağız.
1. PLA Filamentin Temel Özellikleri
- Kimyasal Yapı Polilaktik asit (PLA), laktik asitin polimerleşmesiyle elde edilen bir polyester türüdür. Biyolojik olarak parçalanabilir (biyobozunur), ancak “endüstriyel kompostlama” koşullarında ayrışır; ev ortamında tamamen çözünme süresi uzayabilir.
- Polilaktik asit (PLA), laktik asitin polimerleşmesiyle elde edilen bir polyester türüdür.
- Biyolojik olarak parçalanabilir (biyobozunur), ancak “endüstriyel kompostlama” koşullarında ayrışır; ev ortamında tamamen çözünme süresi uzayabilir.
- Doğal Kaynak Hammadde olarak mısır nişastası, şeker kamışı veya şeker pancarı gibi yenilenebilir bitkisel kaynaklardan elde edilen d-laktik asit monomerinin polimerizasyonu sonucu üretilir. Sentetik kaynaklı PLA’lardan farklı olarak, “biyo-PLA” etiketi, hammaddenin mutlaka bitkisel olduğunu belirtir. Burada biz “PLA” genel terimini kullanacağız.
- Hammadde olarak mısır nişastası, şeker kamışı veya şeker pancarı gibi yenilenebilir bitkisel kaynaklardan elde edilen d-laktik asit monomerinin polimerizasyonu sonucu üretilir.
- Sentetik kaynaklı PLA’lardan farklı olarak, “biyo-PLA” etiketi, hammaddenin mutlaka bitkisel olduğunu belirtir. Burada biz “PLA” genel terimini kullanacağız.
- Çevresel Avantajlar Petrol türevli termoplastiklere kıyasla karbon ayak izi daha düşüktür. Biyobozunur özelliği, geri dönüşüm ve kompostlama seçenekleriyle desteklenebilir (ancak satılan filamentlerin geri dönüşüm etiketi her zaman bulunmayabilir).
- Petrol türevli termoplastiklere kıyasla karbon ayak izi daha düşüktür.
- Biyobozunur özelliği, geri dönüşüm ve kompostlama seçenekleriyle desteklenebilir (ancak satılan filamentlerin geri dönüşüm etiketi her zaman bulunmayabilir).
- Renk ve Görünüm Doğal PLA (ham beyaz / açık sarı): Şeffaf veya yarı şeffaf yapıda olabilir. Renkli PLA: Pigment ve dolgu malzemesi eklenerek mavi, kırmızı, siyah, beyaz vb. renklere ulaşılır. Renk dolgu oranı arttıkça baskı yüzeyi matlaşabilir.
- Doğal PLA (ham beyaz / açık sarı): Şeffaf veya yarı şeffaf yapıda olabilir.
- Renkli PLA: Pigment ve dolgu malzemesi eklenerek mavi, kırmızı, siyah, beyaz vb. renklere ulaşılır. Renk dolgu oranı arttıkça baskı yüzeyi matlaşabilir.
2. PLA Filament Kullanım Alanları ve Avantajları
- Prototipleme ve Hobi Kullanımı Kolay işlenebilirlik, düşük çalışma sıcaklığı ve kötü kokusuz (nadir kokusu, meyvemsi bir tatlı koku) yapısıyla hem masaüstü 3D yazıcılarda hem de eğitim, hobi ortamlarında tercih edilir.
- Kolay işlenebilirlik, düşük çalışma sıcaklığı ve kötü kokusuz (nadir kokusu, meyvemsi bir tatlı koku) yapısıyla hem masaüstü 3D yazıcılarda hem de eğitim, hobi ortamlarında tercih edilir.
- Tıbbi ve Gıda Ambalajı Projeleri Biyobozunur ve gıda temasına uygun spesifik PLA türleri, medikal prototiplerde (disposables, diş hekimliği uygulamaları) ve gıda ambalajı örneklerinde kullanılabilir. (Not: Her PLA filament “gıda teması onaylı” değildir; laboratuvar testleri sonucu onaylı olanlar tercih edilmelidir.)
- Biyobozunur ve gıda temasına uygun spesifik PLA türleri, medikal prototiplerde (disposables, diş hekimliği uygulamaları) ve gıda ambalajı örneklerinde kullanılabilir.
- (Not: Her PLA filament “gıda teması onaylı” değildir; laboratuvar testleri sonucu onaylı olanlar tercih edilmelidir.)
- Eğitim ve Öğretim Amaçlı Modeller Mimarlık maketleri, mühendislik eğitim modelleri, matematiksel şekiller gibi öğretim amaçlı projelerde PLA kullanımı yaygındır.
- Mimarlık maketleri, mühendislik eğitim modelleri, matematiksel şekiller gibi öğretim amaçlı projelerde PLA kullanımı yaygındır.
- Dekoratif ve Sanatsal Ürünler İç mekan dekorasyon objeleri, biblo ve heykelcikler, takı tasarımları gibi dayanıma çok ihtiyaç duymayan uygulamalarda PLA, düşük maliyetli ve renk çeşitliliği sayesinde tercih edilir.
- İç mekan dekorasyon objeleri, biblo ve heykelcikler, takı tasarımları gibi dayanıma çok ihtiyaç duymayan uygulamalarda PLA, düşük maliyetli ve renk çeşitliliği sayesinde tercih edilir.
Avantajları
- Düşük baskı sıcaklığı (180–220 °C), geniş yazıcı desteği.
- Kötü kokunun neredeyse hiç olmaması.
- Biyolojik kaynağa sahip olması, doğada daha kolay parçalanabilmesi.
- Yüzeye parlak ve parlak-mat geçişli sonuçlar verebilmesi.
- Yüksek hassasiyet ve detay çözünürlüğü (piksel/piston akışında homojenlik).
Dezavantajları
- Düşük ısı dayanımı (yaklaşık 60 °C civarı cam geçiş sıcaklığı, üzeri 50 °C üzerindeki ortam sıcaklarında yumuşamaya başlayabilir).
- Mekanik darbelere karşı kırılgan davranış sergilemesi (düşük darbe dayanımı).
- Nem çekmeye meyilli olması (depolama koşullarına dikkat edilmezse baskı maliyeti ve kalitesi olumsuz etkilenir).
3. Baskı Ayarları: Sıcaklık Dereceleri ve Yazıcı Parametreleri
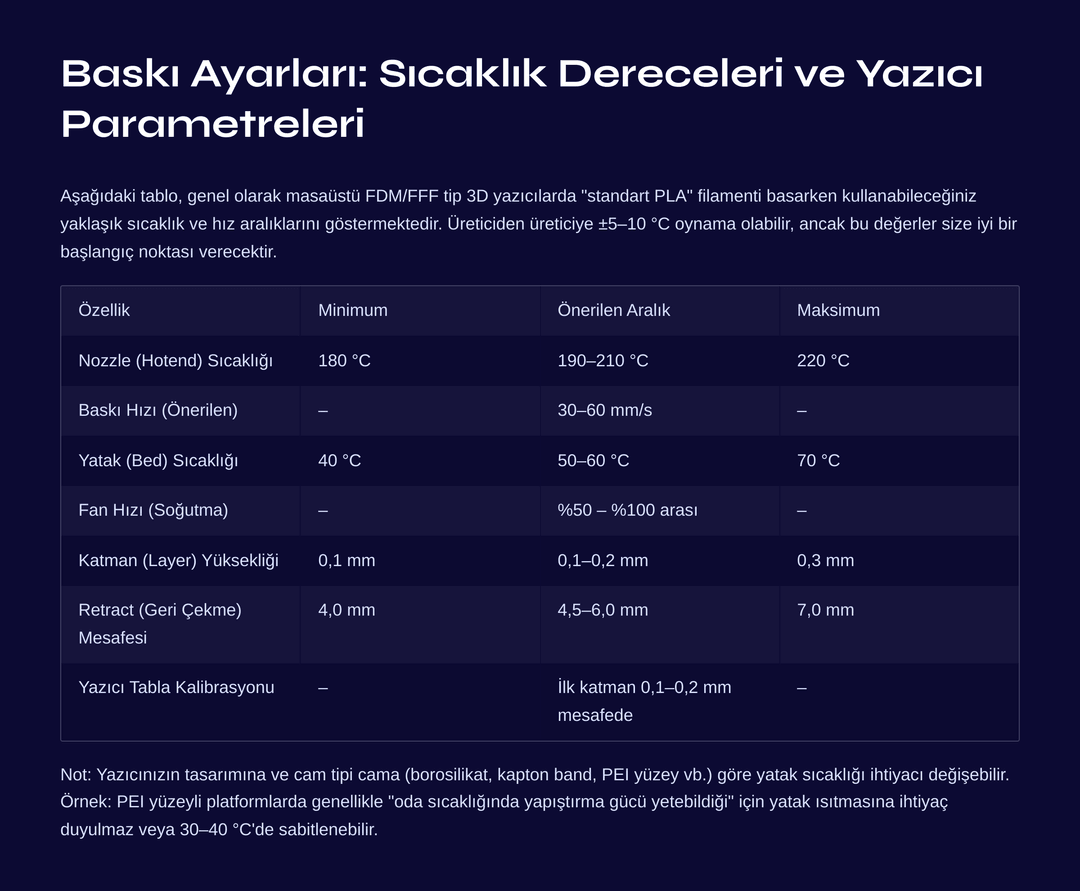
Aşağıdaki tablo, genel olarak masaüstü FDM/FFF tip 3D yazıcılarda “standart PLA” filamenti basarken kullanabileceğiniz yaklaşık sıcaklık ve hız aralıklarını göstermektedir. Üreticiden üreticiye ±5–10 °C oynama olabilir, ancak bu değerler size iyi bir başlangıç noktası verecektir.
| Özellik | Minimum | Önerilen Aralık | Maksimum |
| Nozzle (Hotend) Sıcaklığı | 180 °C | 190–210 °C | 220 °C |
| Baskı Hızı (Önerilen) | – | 30–60 mm/s | – |
| Yatak (Bed) Sıcaklığı | 40 °C | 50–60 °C | 70 °C |
| Fan Hızı (Soğutma) | – | %50 – %100 arası | – |
| Katman (Layer) Yüksekliği | 0,1 mm | 0,1–0,2 mm | 0,3 mm |
| Retract (Geri Çekme) Mesafesi | 4,0 mm | 4,5–6,0 mm | 7,0 mm |
| Yazıcı Tabla Kalibrasyonu | – | İlk katman 0,1–0,2 mm mesafede | – |
Not: Yazıcınızın tasarımına ve cam tipi cama (borosilikat, kapton band, PEI yüzey vb.) göre yatak sıcaklığı ihtiyacı değişebilir. Örnek: PEI yüzeyli platformlarda genellikle “oda sıcaklığında yapıştırma gücü yetebildiği” için yatak ısıtmasına ihtiyaç duyulmaz veya 30–40 °C’de sabitlenebilir.
4. PLA Filament Türleri ve Karşılaştırmaları
Aşağıda, genel olarak piyasada karşılaşabileceğiniz 5–6 farklı PLA çeşidini marka adı vermeden, dolgu ve özelliklerine göre sıraladık. Her bir türün temel avantaj ve dezavantajlarını, kullanım önerilerini de ekleyerek detaylı bir liste hazırladık.
| Tür / Varyant | Tanım | Avantajları | Dezavantajları | Kullanım Önerisi |
| 1. Standart (Doğal) PLA | Sadece polilaktik asit içeren, katkısız, saydam/yarı saydam form. Herhangi bir dolgu (karbon, cam, pigment) içermeyen hammadde. | - En saf form, baskıda maksimum detay - Biyobozunur ve düşük kokulu - Ucuz ve yaygın bulunur | - Düşük ısı dayanımı (yakl. 60 °C) - Darbe dayanımı zayıf | Prototip ve genel hobi kullanımı için, eğitim amaçlı modellerde; renkli sonuç istenmediğinde en iyi fiyat/performans. |
| 2. Renkli Katkılı PLA | Standart PLA’ya sadece renk verici (pigment) eklenmiş hal. Mat veya parlak görünüm elde edilir. | - Geniş renk yelpazesi - Ucuz, standart ayarlarda basılır | - Yüksek pigment eklemesi “akışkanlık” kaybına yol açabilir - Bazı renklerde baskı sırasında hafif yanık kokusu olabilir | Dekoratif objeler, basit hobi projeleri, çok renkli baskılar isteyenler için uygundur. |
| 3. Dolgulu (Fillament Dolgulu) PLA | Seramik tozu, ahşap tozu, mermer tozu vb. organik/inorganik dolgu parçacıkları eklenerek üretilmiş pla. ((“Wood PLA”, “Marble PLA” gibi sınıflandırmalar mesleki terimler.)) | - Güçlü görsel efekt (ahşap, mermer dokusu) - Baskı sonrası zımpara ve son işlemlerde doğal doku | - Dolgu parçacıkları yazıcı ucunu daha kolay aşındırır - Baskı esnasında nozzle takılması riski artabilir | Dekoratif modeller, heykel, küçük mobilya maketleri, maket ağaç vs. detay isteyen projeler. |
| 4. Karbon-Fiber Dolgulu PLA | Üretim aşamasında, küçük çapta karbon elyaf (kamış) parçacıklarıyla karıştırılmış PLA. Yüksek sertlik ve mukavemet hedeflenir. | - Daha yüksek rijitlik (sertlik) - Yüzeyde hafif dokulu (mat) görünüm - Çarpma direnci standart PLA’ya göre artar | - Termal iletkenlik daha yüksek → baskı sırasında filament yumuşama riski (ısı birikimi) - Nozzle aşınması riski artar | Mekanik parça prototipleri, düşük ağırlıklı ama sertlik istenen hobi-tersine mühendislik parçaları. |
| 5. Yüksek Sıcaklık (HT) PLA | Polilaktik aside, ısı dayanımını artırıcı katkı maddeleri katılarak formüle edilmiş versiyon. Cam geçiş sıcaklığı ~ 70 °C bandına çıkarılmış. | - Sıradan PLA’dan daha yüksek ısı dayanımı (80–90 °C’e kadar kullanılabilir) - Genelde %5–%10 daha sert yüzey | - Baskı sıcaklığı 205–220 °C’ye çıkarılmalı (≥5–10 °C ek ısı) - Hammadde maliyeti standart PLA’ya göre daha pahalı | Sıcak ortamlarda (40 °C üstü) kullanılan prototipler, düşük sıcaklık dirençli muhafazalar. |
| 6. Copolymer Katkılı PLA | PLA’ya ek olarak küçük oranlarda bir diğer kopolimer (ör. PBS, PHA, PBAT) karışımı yapılarak süneklik ve kırılma dayanımı optimize edilir. | - Düşük kırılganlık (darbe direncinde artış) - Standart PLA’ya benzer baskı kolaylığı | - Toz halindeki kopolimer oranı yükseklikte baskı esnasında tıkanma riski - Farklı ABS/PETG gibi yan kokular ortaya çıkabilir | Mekanik dayanım istenen hobi uygulamaları, eğitim ve prototip parçalarında “bir nebze daha esnek” malzeme gereksiniminde. |
İpucu: Her bir “dolgulu” veya “yüksek sıcaklık dirençli” PLA çeşidi için, mutlaka üreticinin önerdiği nozzle ve tabla sıcaklık ayarlarına bakın. Yukarıdaki tabloda standart PLA bilgisi verilmiştir; dolgulu ve HT-PLA gibi türlerde genellikle +5–10 °C ek sıcaklık gerekebilir.
5. PLA Filamentin Mekanik (MPa) Özellikleri
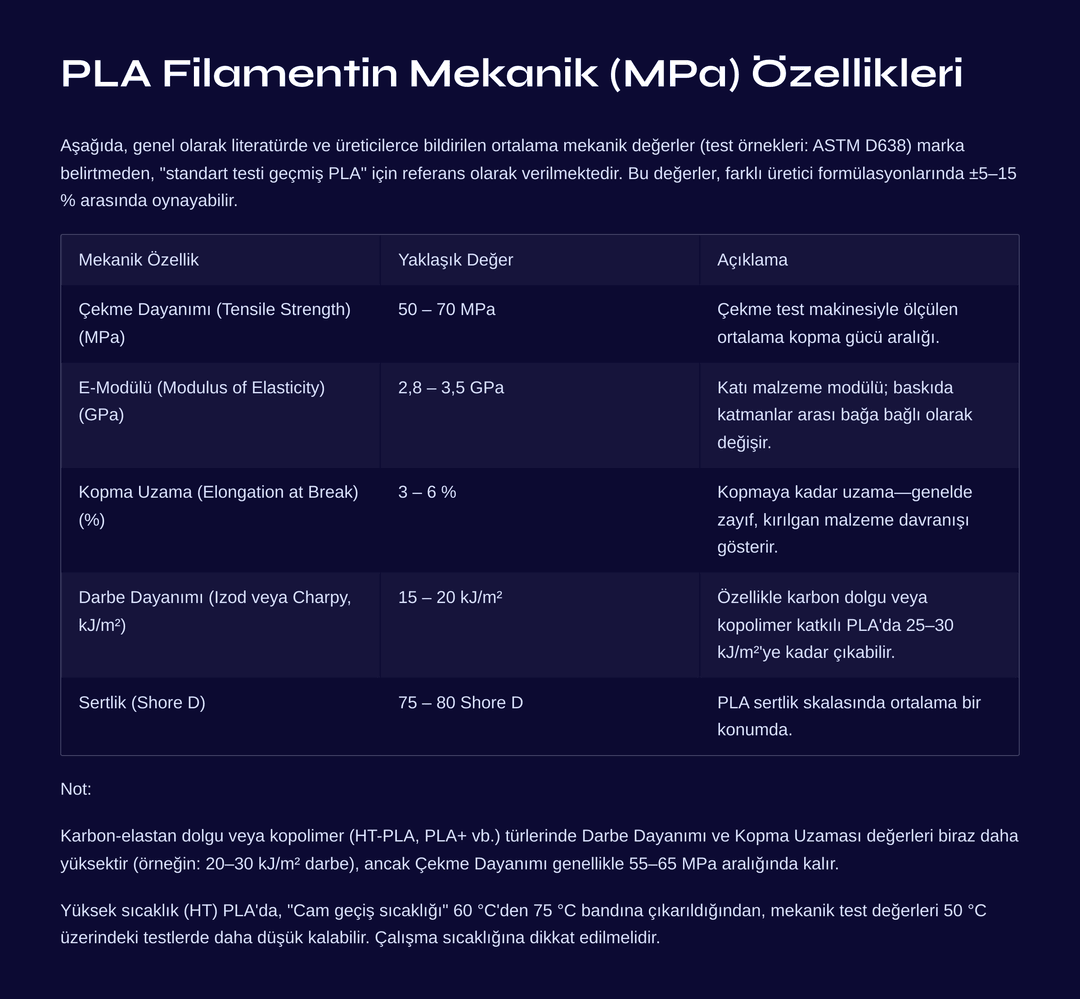
Aşağıda, genel olarak literatürde ve üreticilerce bildirilen ortalama mekanik değerler (test örnekleri: ASTM D638) marka belirtmeden, “standart testi geçmiş PLA” için referans olarak verilmektedir. Bu değerler, farklı üretici formülasyonlarında ±5–15 % arasında oynayabilir.
| Mekanik Özellik | Yaklaşık Değer | Açıklama |
| Çekme Dayanımı (Tensile Strength) (MPa) | 50 – 70 MPa | Çekme test makinesiyle ölçülen ortalama kopma gücü aralığı. |
| E-Modülü (Modulus of Elasticity) (GPa) | 2,8 – 3,5 GPa | Katı malzeme modülü; baskıda katmanlar arası bağa bağlı olarak değişir. |
| Kopma Uzama (Elongation at Break) (%) | 3 – 6 % | Kopmaya kadar uzama—genelde zayıf, kırılgan malzeme davranışı gösterir. |
| Darbe Dayanımı (Izod veya Charpy, kJ/m²) | 15 – 20 kJ/m² | Özellikle karbon dolgu veya kopolimer katkılı PLA’da 25–30 kJ/m²’ye kadar çıkabilir. |
| Sertlik (Shore D) | 75 – 80 Shore D | PLA sertlik skalasında ortalama bir konumda. |
Not:
- Karbon-elastan dolgu veya kopolimer (HT-PLA, PLA+ vb.) türlerinde Darbe Dayanımı ve Kopma Uzaması değerleri biraz daha yüksektir (örneğin: 20–30 kJ/m² darbe), ancak Çekme Dayanımı genellikle 55–65 MPa aralığında kalır.
- Yüksek sıcaklık (HT) PLA’da, “Cam geçiş sıcaklığı” 60 °C’den 75 °C bandına çıkarıldığından, mekanik test değerleri 50 °C üzerindeki testlerde daha düşük kalabilir. Çalışma sıcaklığına dikkat edilmelidir.
6. PLA ile Karşılaştırmalı Özet Tablosu
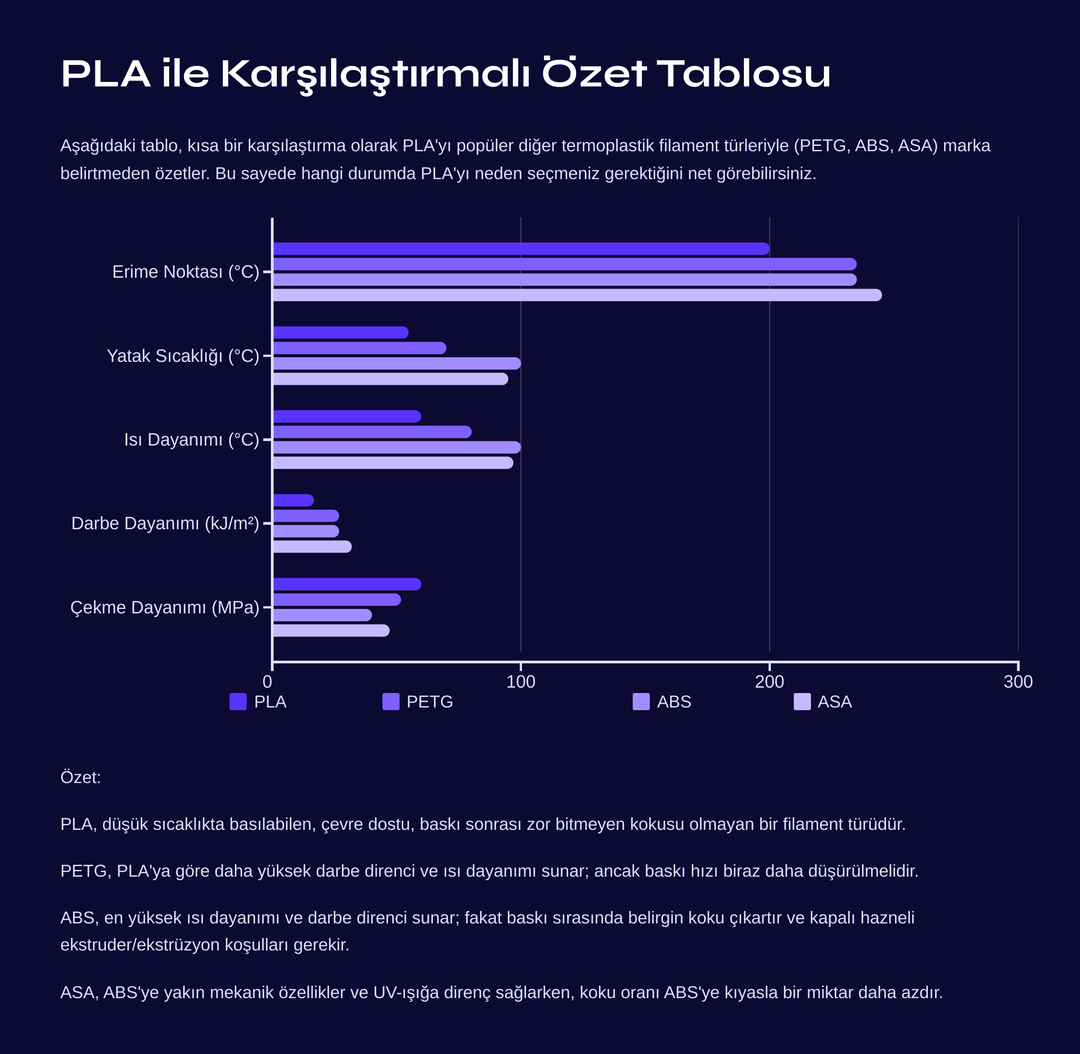
Aşağıdaki tablo, kısa bir karşılaştırma olarak PLA’yı popüler diğer termoplastik filament türleriyle (PETG, ABS, ASA) marka belirtmeden özetler. Bu sayede hangi durumda PLA’yı neden seçmeniz gerektiğini net görebilirsiniz.
| Özellik / Malzeme | PLA | PETG | ABS | ASA |
| Erime Noktası | 180–220 °C | 220–250 °C | 220–250 °C | 230–260 °C |
| Çalışma Yüzeyi (Bed) Sıcaklık | 50–60 °C | 60–80 °C | 90–110 °C | 90–100 °C |
| Isıya Dayanım (Cam Geçiş) | 55–65 °C | 75–85 °C | 95–105 °C | 95–100 °C |
| Darbe Dayanımı | 15–20 kJ/m² | 25–30 kJ/m² | 25–30 kJ/m² | 30–35 kJ/m² |
| Çekme Dayanımı (MPa) | 50–70 MPa | 45–60 MPa | 30–50 MPa | 40–55 MPa |
| Kopma Uzama | 3–6 % | 10–15 % | 20–30 % | 15–25 % |
| Üretim Kolaylığı | + Çok kolaysaftır, düşük sıcaklık. | + Yüksek detay, UV dayanımı. | + Yüksek ısı dayanımı. - Odor kokusu. | + UV ve hava koşullarına dayanıklı. |
| Koku / Sağlık Riski | + Hafif meyvemsi koku, zararsız. | + Az koku, nem hassasiyeti var. | – Kötü koku, havalandırma olmalı. | + ABS’ye benzer ama UV stabil. |
| Yüzey Kalitesi | + Parlak/mat, yüksek hassasiyet. | + Parlak, parlak yüzey. | – Biraz katman çizgisi görünür. | + Dış mekan kullanımı için idealdir. |
Özet:
- PLA, düşük sıcaklıkta basılabilen, çevre dostu, baskı sonrası zor bitmeyen kokusu olmayan bir filament türüdür.
- PETG, PLA’ya göre daha yüksek darbe direnci ve ısı dayanımı sunar; ancak baskı hızı biraz daha düşürülmelidir.
- ABS, en yüksek ısı dayanımı ve darbe direnci sunar; fakat baskı sırasında belirgin koku çıkartır ve kapalı hazneli ekstruder/ekstrüzyon koşulları gerekir.
- ASA, ABS’ye yakın mekanik özellikler ve UV-ışığa direnç sağlarken, koku oranı ABS’ye kıyasla bir miktar daha azdır.
7. PLA Filament Kullanırken Dikkat Edilmesi Gerekenler

- Nem Kontrolü PLA, higroskopik (nem tutma) özelliğe sahiptir; ortamdaki nemi çeker. Nemli PLA, baskıda katman atlaması, çıtır çıtır ses, mekanik dayanım düşüşü gibi sorunlara neden olur. Öneri: Güneş geçirmez, hava geçirmez torbalarda saklayın. Filament kurutucuda (örneğin 50–60 °C’de 3–4 saat) veya fırında düşük ısıda (45–50 °C) 2–3 saat kurutsanız, ideal sonucu elde edersiniz.
- PLA, higroskopik (nem tutma) özelliğe sahiptir; ortamdaki nemi çeker.
- Nemli PLA, baskıda katman atlaması, çıtır çıtır ses, mekanik dayanım düşüşü gibi sorunlara neden olur.
- Öneri: Güneş geçirmez, hava geçirmez torbalarda saklayın.
- Filament kurutucuda (örneğin 50–60 °C’de 3–4 saat) veya fırında düşük ısıda (45–50 °C) 2–3 saat kurutsanız, ideal sonucu elde edersiniz.
- Çalışma Ortamı ve Isı Dayanımı Bir kez baskısı alınan PLA parça, 50 °C üzerindeki sıcak ortamlarda (otomobil içi, doğrudan güneş ışığı vb.) yumuşayabilir veya eğilme yapabilir. Dış mekan uygulamaları için (sıcaklık 50 °C üzerini gördüğünde) HT-PLA veya ASA/PETG gibi alternatif malzemeler tercih edilmelidir.
- Bir kez baskısı alınan PLA parça, 50 °C üzerindeki sıcak ortamlarda (otomobil içi, doğrudan güneş ışığı vb.) yumuşayabilir veya eğilme yapabilir.
- Dış mekan uygulamaları için (sıcaklık 50 °C üzerini gördüğünde) HT-PLA veya ASA/PETG gibi alternatif malzemeler tercih edilmelidir.
- Taban Yapışma (Bed Adhesion) İlk katman (first layer) yapışması, baskı kalitesini ve kaymayı önlemek için kritik öneme sahiptir. PLA için PEI, mavi maskeleme bandı (blue tape), beyaz tutkal çubuk (stick glue) veya sprey yapıştırıcı (hairspray) kullanılabilir. Yatak sıcaklığını 50–60 °C’de sabitleyin; gerektiğinde bordür (skirt) veya brim kullanarak parçanın kenarlarını sabitleyin.
- İlk katman (first layer) yapışması, baskı kalitesini ve kaymayı önlemek için kritik öneme sahiptir.
- PLA için PEI, mavi maskeleme bandı (blue tape), beyaz tutkal çubuk (stick glue) veya sprey yapıştırıcı (hairspray) kullanılabilir.
- Yatak sıcaklığını 50–60 °C’de sabitleyin; gerektiğinde bordür (skirt) veya brim kullanarak parçanın kenarlarını sabitleyin.
- Soğutma (Cooling Fan) Kullanımı PLA baskıda soğutma fanını %50–%100 bandında açık tutmak, katmanlar arasındaki katışıma yardımcı olur. Özellikle küçük detaylı alanlarda fan hızı %100’e çıkarılabilir, büyük dolgulu baskılarda %50–75 arası dengeleyebilirsiniz.
- PLA baskıda soğutma fanını %50–%100 bandında açık tutmak, katmanlar arasındaki katışıma yardımcı olur.
- Özellikle küçük detaylı alanlarda fan hızı %100’e çıkarılabilir, büyük dolgulu baskılarda %50–75 arası dengeleyebilirsiniz.
8. Örnek Uygulama: PLA Parçası Tasarım ve Baskı Hazırlığı
Aşağıdaki adımlar, tipik bir modelin (örneğin basit bir dişli kutusu) PLA ile nasıl hazırlanıp basılacağına dair bir örnek akış sunar:
- Model Hazırlığı CAD programında 3D modeli tasarlayın veya Thingiverse, Printables gibi platformlardan .STL dosyasını indirin. Modelde ince duvar kalınlığınız <1 mm olacaksa, duvar kalınlığı ayarını en az 1,5–2,0 mm olarak güncelleyin (ince duvar PLA’da kırılmaya neden olabilir).
- CAD programında 3D modeli tasarlayın veya Thingiverse, Printables gibi platformlardan .STL dosyasını indirin.
- Modelde ince duvar kalınlığınız <1 mm olacaksa, duvar kalınlığı ayarını en az 1,5–2,0 mm olarak güncelleyin (ince duvar PLA’da kırılmaya neden olabilir).
- Dilimin (Slicer) Ayarları Dilimleme programınız (Cura, PrusaSlicer, Simplify3D vb.) içinde malzeme olarak “PLA” seçin. Nozzle Sıcaklığı: 200 °C (ilk denemede 200 °C, ince katmanlarda 195–198 °C) Yatak Sıcaklığı: 55 °C Baskı Hızı: 50 mm/s Katman Yüksekliği: 0,2 mm (detaylı baskı istiyorsanız 0,12–0,15 mm) Dolgu Yoğunluğu (Infill): Fonksiyonel parça ise %20–%30, maket ise %10 yeterli. Fan Hızı: %100 (ilk üç katman %0–%50 ile başlayıp, dolgu ve detay katmanlarında %100’e çıkarabilirsiniz.)
- Dilimleme programınız (Cura, PrusaSlicer, Simplify3D vb.) içinde malzeme olarak “PLA” seçin.
- Nozzle Sıcaklığı: 200 °C (ilk denemede 200 °C, ince katmanlarda 195–198 °C)
- Yatak Sıcaklığı: 55 °C
- Baskı Hızı: 50 mm/s
- Katman Yüksekliği: 0,2 mm (detaylı baskı istiyorsanız 0,12–0,15 mm)
- Dolgu Yoğunluğu (Infill): Fonksiyonel parça ise %20–%30, maket ise %10 yeterli.
- Fan Hızı: %100 (ilk üç katman %0–%50 ile başlayıp, dolgu ve detay katmanlarında %100’e çıkarabilirsiniz.)
- Slicer Ayarlarının İncelenmesi “Retraction” (geri çekme) ayarı: Baskı hızına göre 4,5–6,0 mm arası deneyin; hız arttıkça germe mesafesini hafif yükseltin. “Z Hop” veya “Combing Mode” seçeneğini, yüzey parlaklığını korumak, ipliklenmeyi azaltmak için etkinleştirebilirsiniz. “Supports” (destek yapıları) gerekiyorsa, destek parametrelerini “grid” veya “zig-zag” olarak belirleyip, destek bağların modelden rahat ayrıldığından emin olun.
- “Retraction” (geri çekme) ayarı: Baskı hızına göre 4,5–6,0 mm arası deneyin; hız arttıkça germe mesafesini hafif yükseltin.
- “Z Hop” veya “Combing Mode” seçeneğini, yüzey parlaklığını korumak, ipliklenmeyi azaltmak için etkinleştirebilirsiniz.
- “Supports” (destek yapıları) gerekiyorsa, destek parametrelerini “grid” veya “zig-zag” olarak belirleyip, destek bağların modelden rahat ayrıldığından emin olun.
- Baskı Sonrası İşlemler (Post-Processing) Baskı tamamlandıktan sonra modeli tabla üzerinden dikkatli çıkarın (spudger veya spatula kullanın). Düzgün bir yüzey için, özellikle katman çizgilerini azaltmak isterseniz: Zımpara: 200 → 400 → 800 zımpara kağıdı serisiyle katman izlerini inceltin. Akrilik sprey veya vernik: Boya veya vernik uygulayıp, yüzeyi pürüzsüz, parlak hale getirebilirsiniz. Eğer “3D Smoot” benzeri bir yüzey finisajı solüsyonu kullanacaksanız, hafifçe zımpara sonrası pürüzleri alın, solüsyon uygulayıp 2–3 dakika bekleyin, ardından kuru bezle silerek parlak yüzeye ulaşın.
- Baskı tamamlandıktan sonra modeli tabla üzerinden dikkatli çıkarın (spudger veya spatula kullanın).
- Düzgün bir yüzey için, özellikle katman çizgilerini azaltmak isterseniz: Zımpara: 200 → 400 → 800 zımpara kağıdı serisiyle katman izlerini inceltin. Akrilik sprey veya vernik: Boya veya vernik uygulayıp, yüzeyi pürüzsüz, parlak hale getirebilirsiniz.
- Zımpara: 200 → 400 → 800 zımpara kağıdı serisiyle katman izlerini inceltin.
- Akrilik sprey veya vernik: Boya veya vernik uygulayıp, yüzeyi pürüzsüz, parlak hale getirebilirsiniz.
- Eğer “3D Smoot” benzeri bir yüzey finisajı solüsyonu kullanacaksanız, hafifçe zımpara sonrası pürüzleri alın, solüsyon uygulayıp 2–3 dakika bekleyin, ardından kuru bezle silerek parlak yüzeye ulaşın.
9. Özet ve Öneriler
- PLA’nın Temel Avantajları ve Seçim Kriterleri Kolay baskı, düşük maliyet, çevre dostu yapısı ile başlangıç ve orta seviye kullanıcılar için ideal. Karmaşık detay, ince duvar veya estetik çözümler isteyen projeler için “dolgulu PLA” veya “karbon fiber katkılı PLA” alternatiflerine yönelebilirsiniz.
- Kolay baskı, düşük maliyet, çevre dostu yapısı ile başlangıç ve orta seviye kullanıcılar için ideal.
- Karmaşık detay, ince duvar veya estetik çözümler isteyen projeler için “dolgulu PLA” veya “karbon fiber katkılı PLA” alternatiflerine yönelebilirsiniz.
- Mekanik Değerler (MPa) Üzerinden Karar Verme Standart PLA: 50–70 MPa çekme dayanımı, 3–6 % uzama. Yüksek sıcaklık (HT) PLA: 45–60 MPa, cam geçiş 70–75 °C. Karbon doldurulmuş PLA: 55–65 MPa, darbe dayanımı +%25–%40 artış. Bu değerleri, projenizin hangi mekanik gereksinime (yük taşıma, esneme, UV dayanımı vb.) ihtiyaç duyduğuna göre karşılaştırarak seçin.
- Standart PLA: 50–70 MPa çekme dayanımı, 3–6 % uzama.
- Yüksek sıcaklık (HT) PLA: 45–60 MPa, cam geçiş 70–75 °C.
- Karbon doldurulmuş PLA: 55–65 MPa, darbe dayanımı +%25–%40 artış.
- Bu değerleri, projenizin hangi mekanik gereksinime (yük taşıma, esneme, UV dayanımı vb.) ihtiyaç duyduğuna göre karşılaştırarak seçin.
- Depolama ve Dayanıklılık PLA’nın nemle ve ısıyla bozulma riskini en aza indirgemek için kuru ve serin bir ortamda, kapalı kutularda (resealable ziplock poşet, silika jeli ile) muhafaza edin. Eğer uzun süreli stoksuz bırakmayacaksanız (3 ay ve üzeri), filamentin tekrar nem almasını önlemek için her baskıdan önce 2–3 saat 50 °C’de kurutma önerilir.
- PLA’nın nemle ve ısıyla bozulma riskini en aza indirgemek için kuru ve serin bir ortamda, kapalı kutularda (resealable ziplock poşet, silika jeli ile) muhafaza edin.
- Eğer uzun süreli stoksuz bırakmayacaksanız (3 ay ve üzeri), filamentin tekrar nem almasını önlemek için her baskıdan önce 2–3 saat 50 °C’de kurutma önerilir.
- Geleceğe Dönük İpuçları Yeni Çıkacak Gelişmiş PLA Varyantları: Sentetik bazlı “yenilenebilir polimer” karışımları (örneğin: PLA + PBS), yüksek şok dayanımı sunarken, yanma özellikleri bakımından da avantajlı olabilir. Suda çözünür destek malzemesi (PVA) destekli çift ekstrüderli yazıcılarda, PLA ile birlikte destek uyumluluğu sağlayan filamentler tercih edilebilir. Fotokatalitik koku giderici PLA bazlı filamanlar (UV ışıkta kendi kendini temizleyen yüzeyler) araştırma aşamasında.
- Yeni Çıkacak Gelişmiş PLA Varyantları: Sentetik bazlı “yenilenebilir polimer” karışımları (örneğin: PLA + PBS), yüksek şok dayanımı sunarken, yanma özellikleri bakımından da avantajlı olabilir. Suda çözünür destek malzemesi (PVA) destekli çift ekstrüderli yazıcılarda, PLA ile birlikte destek uyumluluğu sağlayan filamentler tercih edilebilir. Fotokatalitik koku giderici PLA bazlı filamanlar (UV ışıkta kendi kendini temizleyen yüzeyler) araştırma aşamasında.
- Sentetik bazlı “yenilenebilir polimer” karışımları (örneğin: PLA + PBS), yüksek şok dayanımı sunarken, yanma özellikleri bakımından da avantajlı olabilir.
- Suda çözünür destek malzemesi (PVA) destekli çift ekstrüderli yazıcılarda, PLA ile birlikte destek uyumluluğu sağlayan filamentler tercih edilebilir.
- Fotokatalitik koku giderici PLA bazlı filamanlar (UV ışıkta kendi kendini temizleyen yüzeyler) araştırma aşamasında.