PETG Filament Nedir? Nasıl Kullanılır? Güncel Baskı Ayarları, Türleri ve Mekanik (MPa) Değerleri
Giriş
PETG (Polietilen Tereftalat Glikol), PET (Polietilen Tereftalat) esaslı bir termoplastik olup, 3D baskıda hem dayanıklılığı hem de işlenebilirliği sayesinde yaygınlaşmıştır. Hem PLA’nın kolay baskı özelliklerine yakınken hem de ABS ve PET’in mekanik dayanımına yaklaşan bir profil sunar. Modern PETG formülasyonları—özellikle HT PETG ve Hyper PETG gibi varyantlar—230–250 °C aralığında sorunsuz basılabildiği gibi, bazen maksimum 260–270 °C toleransına kadar çıkabilmektedir. Ayrıca yeni nesil dilimleyiciler (Bambu Studio, Orca Slicer) için optimize edilmiş profiller de mevcuttur.
Bu yazıda, marka belirtmeden tamamen teknik ve güncel bir yaklaşımla aşağıdaki başlıkları ele alacağız:
- PETG Filamentin Temel Özellikleri
- PETG Kullanım Alanları ve Avantajları
- PETG ile Güncel Baskı Ayarları (Bambu Studio & Orca Slicer Referanslı)
- PETG Filament Türleri ve Karşılaştırmalı Özellikleri
- PETG Filamentin Mekanik (MPa) Özellikleri
- PETG ile Diğer Termoplastiklerin Karşılaştırmalı Özeti
- PETG Kullanırken Dikkat Edilmesi Gereken Noktalar
- Örnek Uygulama: “PETG Parçası” Tasarım ve Baskı Hazırlığı
- Özet ve Geleceğe Dönük İpuçları
1. PETG Filamentin Temel Özellikleri
1.1. Kimyasal Yapı ve Saflaştırma Süreci
- PETG, PET polimerinin glikol modifikasyonu ile elde edilen bir varyanttır. Glikol eklenmesi, polimer zincirlerinin daha az kristalize olmasını sağlar, bu da şeffaflık ve darbe dayanımı konusunda avantaj yaratır.
- PET’e göre daha düşük viskoziteye sahiptir; bu sayede 230–250 °C aralığında daha akıcı bir eriyik oluşturur. Yeni HT PETG (High-Temperature PETG) formülasyonları, yoğunlaştırıcı katkılar sayesinde 255–265 °C baskı sıcaklıklarını destekler.
- Tipik PETG hammaddesi, etilen glikol ve tereftalik asit monomerlerinin polikondenzasyonu ile başlar. Glikol modifikasyonu, polimer zincirlerinde yan zincirler oluşturarak kristal yapıyı kırar ve daha yumuşak bir yapıya kavuşturur. Bu işlem, aynı zamanda PETG’nin şeffaflık kazanmasına ve kimyasal direnç kazanmasına yardımcı olur.
1.2. Fiziksel ve Termal Özellikler
- Cam Geçiş Sıcaklığı (Tg): Yaklaşık 80–85 °C (standart PETG). HT PETG’de 85–95 °C bandına çıkarılmış formülasyonlar bulunur.
- Erime Noktası: Yaklaşık 230–260 °C aralığı; üreticiden üreticiye hafif farklılık gösterebilir.
- Yoğunluk: ~1,27 g/cm³ (standart PETG). Dolgu katkıları (karbon fiber, metal tozu vb.) eklenen varyantlarda hafifçe artabilir.
- Şeffaflık ve Renk: Doğal PETG şeffaf veya yarı şeffaf, hafif mavimsi-yeşil tonlu olabilir. Pigment eklenerek siyah, beyaz, mavi, kırmızı vb. renkler elde edilir; dolgu miktarı arttıkça şeffaflık azalır, mat bir görünüm oluşur.
- Hidrofilik Eğilim: PETG higroskobik değildir; nem çekimi minimal ve genellikle baskı kalitesine olumsuz etki etmeyecek düzeydedir.
1.3. Çevresel ve Kimyasal Dayanım
- UV Dayanımı: Standart PETG, doğrudan UV ışınlarına uzun süre maruz kaldığında hafif renk solması ve mekanik kayıp yaşayabilir. Ancak UV stabilize PETG (ASA benzeri PETG) varyantları dış mekan uygulamalarına uygundur.
- Solvent Direnci: Aseton, keton grubu solventlerle uzun süreli temas hafif yüzey erimesine neden olabilir. Ancak su, etanol ve seyreltilmiş asit/bazlara karşı dayanımı yüksektir. Bu nedenle bazı laboratuvar ekipmanlarında tercih edilir.
- Gıda Teması: PETG, gıda ambalajı ve içecek şişesi gibi uygulamalarda yaygın kullanılan PET’e yakın yapıda olduğu için “gıda teması onaylı” PETG filamentler bulunmaktadır. Sterilizasyon sonrası deformasyon toleransı testleri yapılmalı, ancak genellikle bu varyantlar biyouyumlu kabul edilir.
1.4. Güncel Çevresel ve Sağlık Açısından Önemli Noktalar
- VOC Emisyonu ve Koku: PETG baskı sırasında minimal düzeyde koku çıkarır; balanslı ventilasyon yeterli olacaktır.
- Geri Dönüştürülebilirlik: PETG geri dönüştürülebilir bir polimerdir; baskı sonrası atık PETG parçaları eritilip yeniden filament haline getirilebilir (evde yapılan küçük ölçekli geri dönüşüm projeleri mevcuttur).
- Sağlık Riski: Yaygın olarak “gıda teması onaylı” varyantları mevcuttur. FDA onaylı PETG formülasyonları, gıda ambalajı ve tıbbi ekipman gibi hassas uygulamalarda kullanılabilir.
2. PETG Kullanım Alanları ve Avantajları
2.1. Endüstriyel ve Fonksiyonel Prototipler
- Muhafazalar ve Kasa Parçaları: PETG’nin kimyasal kimliği ve mekanik dayanımı, elektronik kutuları, sensör muhafazaları ve muhafaza panellerinde yaygın kullanım sağlar.
- Dayanıklı Mekanik Parçalar: Dişliler, menteşeler, birleşim elemanları gibi sürekli mekanik yük altında kalan parçalar için uygundur. HT PETG varyantı, 90–95 °C sabit sıcaklıklara kadar dayanabilir.
2.2. Hobi, Maker ve Eğitim Dünyası
- Prototipleme ve Hobi Uygulamaları: PLA kadar kolay işlenebilirken, daha yüksek darbe direnci sunması nedeniyle prototiplerde “daha dayanıklı hacimler” için tercih edilir.
- Masaüstü Telsiz Parçaları, Drone Gövdeleri: Hem hafif hem dayanıklı yapısı, hobi drone ve RC araba bileşenleri için ideal bir seçimdir.
2.3. Gıda Teması ve Tıbbi Uygulamalar
- Gıda Ambalajı Projeleri: “FDA onaylı” PETG filamentler, gıda kapları, çatal-bıçak tutacakları vb. parçalarda kullanılabilir. Sterilizasyon sonrası deformasyon kontrolü önemlidir.
- Laboratuvar Ekipmanları: Kimyasal direnci sayesinde laboratuvar teçhizatı, örneğin pipet tutucular, deney düzenekleri gibi uygulamalarda kullanılabilir.
2.4. Avantajları
- Düşük Warping Riski: ABS’e kıyasla PETG’nin baskı sırasında büzülmesi çok daha azdır; açık kasa (open frame) yazıcılarda bile warping riskini minimize eder.
- Mekanik Dayanım: Çekme dayanımı ~45–60 MPa, darbe dayanımı ~25–30 kJ/m² aralığında; PLA’dan daha esnek, ABS’den daha kolay işlenebilir.
- Kimyasal Dayanım: Su, etanol, çoğu temizleyici ve seyreltilmiş asit-bazlara karşı dirençli.
- Yüksek Şeffaflık (Doğal Form): Doğal PETG, neredeyse cam gibi şeffaftır; estetik veya laboratuvar kullanımları için ideal.
- Kolay Post-Processing: Zımpara ve kaplama işlemlerinde oldukça pürüzsüz yüzey elde edilir; ayrıca solvent bath (örneğin, <u>izopropil alkol</u>) sonrası parlaklık artırılabilir.
2.5. Dezavantajları
- Raf Ömrü ve Depolama: Fosil kökenli PETG filamentler, uzun süreli açık bırakıldığında toz ve nem toplayabilir. Nemli filament, akış tutarsızlığına neden olabilir.
- Yüzey Katman Tutunması: Yüzey-kabuk kombinasyonu bazen “tutkal bazlı” destek gerektirir; yalıtım bandı veya PVA tutkal gibi aracılar kullanılabilir.
- Ağızda Kullanım Riski: Gıda teması onaylı olmayan PETG filamentlerde, plastiğin parçalanma riski olabilir; gıda uygulamalarında mutlaka onaylı varyant seçilmelidir.
3. PETG ile Güncel Baskı Ayarları
(Bambu Studio & Orca Slicer Referanslı)
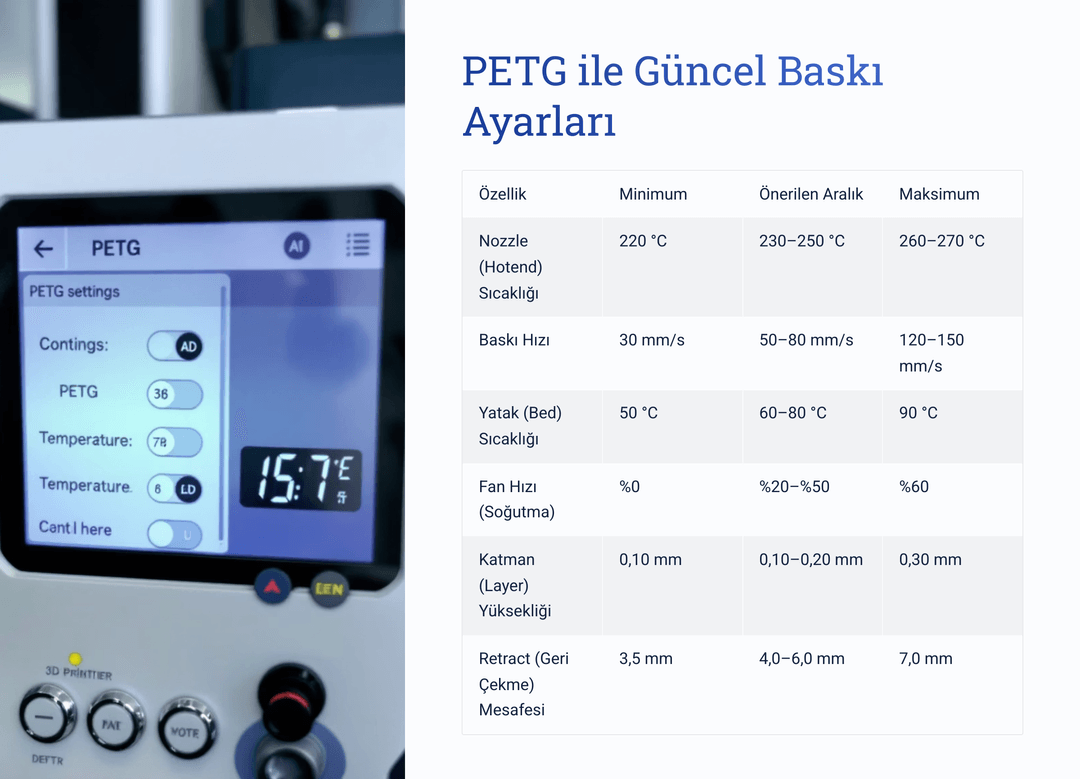
Aşağıda, 2025 itibarıyla piyasadaki standart PETG, HT PETG ve Hyper PETG formülasyonları için Bambu Studio ve Orca Slicer’da önerilen ayar aralıklarını bulabilirsiniz. Filament üreticisine bağlı ±5 °C oynamalar olabilir.
| Özellik | Minimum | Önerilen Aralık | Maksimum | Notlar |
| Nozzle (Hotend) Sıcaklığı | 220 °C | 230–250 °C | 260–270 °C* | *HT PETG: 245–260 °C; Hyper PETG: 250–265 °C (yüksek hız için 255–265 °C önerilir). |
| Baskı Hızı | 30 mm/s | 50–80 mm/s | 120–150 mm/s* | *Hyper PETG: 100–150 mm/s; bazı varyantlar 200 mm/s’e kadar çıkabilir. Standart: 50–70 mm/s idealdir. |
| Yatak (Bed) Sıcaklığı | 50 °C | 60–80 °C | 90 °C | PEI yüzeyde 60–70 °C; kapton bant veya mavi maskeleme bandında 70–80 °C. Sert yüzeyler (PC, cam) 70–80 °C önerilir. |
| Fan Hızı (Soğutma) | %0 | %20–%50 | %60 | İlk 1–2 katman %0; sonraki katmanlar %30–%50 aralığı önerilir. HT PETG için fan %20–%30 idealdir. |
| Katman (Layer) Yüksekliği | 0,10 mm | 0,10–0,20 mm | 0,30 mm | 0,12–0,18 mm, hem detay hem hız dengesi için iyi. Hızlı prototipte 0,20 mm tercih edilebilir. |
| Retract (Geri Çekme) Mesafesi | 3,5 mm | 4,0–6,0 mm | 7,0 mm | Filament çapı 1,75 mm için 4,0–5,0 mm; 2,85 mm için 6,0 mm. Retract hızı 40–60 mm/s. Hyper PETG’de 50–60 mm/s. |
| Çevre Kabini (Enclosure) | Opsiyonel | Kapalı, 30–40 °C | Kapalı | Kapalı kabin şart değil ama 30–40 °C ortam ısısı warping’i minimize eder. HT PETG kapalı kabin gerektirmez genelde. |
| Ön Isıtma (Preheat) | – | Bambu Studio: 245 °C nozzle 70 °C yatak | – | Orca Slicer’da “PETG Default” yerine “PETG High Performance” veya “Hyper PETG” profili seçin; nozzle 250 °C, yatak 75 °C. |
Notlar:
- HT PETG: 245–260 °C aralığında basılır; fan hızı %20–%30’a sabitlenir. Kapalı kabin önerilmez (oda sıcaklığı yeterli).
- Hyper PETG: 250–265 °C nozzle sıcaklığı; 100–150 mm/s baskı hızında homojen akış. Katman yüksekliği 0,15–0,20 mm arası önerilir.
- Filament Depolama: PETG higroskobik olmasa da, ılık nemli ortam filament yüzeyini yapışkan yapabilir. Kapalı torba + silika jel önerilir.
- Güvenlik: PETG çok az koku yayar; yine de kapalı odalarda çatlak oluşumunu engellemek amacıyla minimal havalandırma iyi bir pratiktir.
4. PETG Filament Türleri ve Karşılaştırmalı Özellikleri
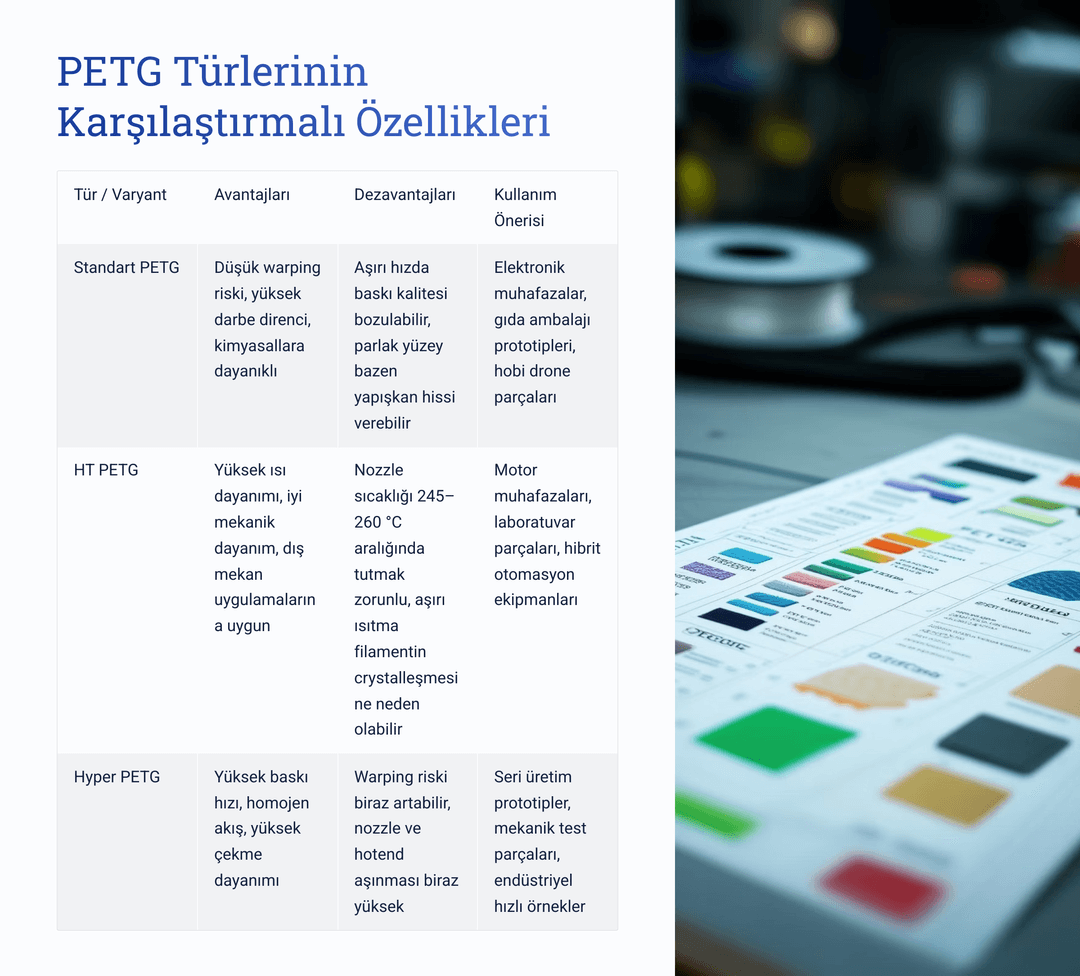
Aşağıdaki tabloda, güncel PETG filament çeşitleri (HT PETG, Hyper PETG, karbon dolgulu PETG, cam dolgulu PETG vb.) marka belirtmeden sıralanmıştır. Her bir türün avantajları, dezavantajları ve kullanım önerilerini görebilirsiniz.
| Tür / Varyant | Tanım | Avantajları | Dezavantajları | Kullanım Önerisi |
| 1. Standart PETG | Saf PETG polimeri; katkısız, şeffaf/yarı şeffaf filament | - Düşük warping riski- Yüksek darbe direnci (25–30 kJ/m²)- Kimyasallara dayanıklı- Gıda teması onaylı varyantlar mevcuttur | - Aşırı hızda baskı kalitesi bozulabilir- Parlak yüzey bazen yapışkan hissi verebilir | Elektronik muhafazalar, gıda ambalajı prototipleri, hobi drone parçaları |
| 2. HT PETG (Yüksek Sıcaklık) | Özel katkı maddeleriyle Tg ~85–95 °C bandına çıkarılmış PETG formülasyonu | - Yüksek ısı dayanımı (95 °C üzeri sabit çalışma)- İyi mekanik dayanım- Dış mekan uygulamalarına uygun (aktif havalandırma), UV stabilize varyantları da var | - Nozzle sıcaklığı 245–260 °C aralığında tutmak zorunlu- Aşırı ısıtma, filamentin cyrstallleşmesine neden olabilir | Motor muhafazaları, laboratuvar parçaları, hibrit otomasyon ekipmanları |
| 3. Hyper PETG | Düşük viskoziteli polimer bazlı, karbon/nano katıklarla optimize edilmiş 200–300 mm/s baskı hızında çalışan varyant | - Yüksek baskı hızı (100–150 mm/s) ile seri üretim imkânı- 250–265 °C nozzle sıcaklığında homojen akış- Yüksek çekme dayanımı (50–60 MPa) | - Warping riski biraz artabilir; kapalı kabin önerilir- Nozzle ve hotend aşınması biraz yüksek (karbon katkıdan dolayı) | Seri üretim prototipler, mekanik test parçaları, endüstriyel hızlı örnekler |
| 4. Karbon-Fiber Dolgulu PETG | PETG içine %10–20 oranında karbon elyaf (mikro/nano) parçacıkları eklenmiş formülasyon | - Yüksek sertlik ve rijitlik- Gelişmiş darbe dayanımı (30–40 kJ/m²)- Mat, teknik görünümlü yüzey | - Hotend aşınması artar (diamond tip nozzle önerilir)- Baskı sırasında nozzle 260–270 °C civarında tutmak gerekir | DJI drone bileşenleri, hobi robot parçaları, teknik prototipler |
| 5. Cam-Dolgulu PETG | PETG içine %10–20 oranında cam tozu (mikro veya nano) eklenmiş formülasyon | - Artan termal iletkenlik- Yüzey sertliği artar- Mat, granül görünümlü yüzey | - Hotend blok aşınması ve tıkanma riski yüksek- Baskı sırasında akışta düzensizlik yaşayabilir | Yüksek ısı gerektiren prototipler, laboratuvar gereçleri, dekoratif teknik objeler |
| 6. Biyobozunur PETG | Bitkisel bazlı monomerlerden üretilmiş ve biyolojik olarak parçalanabilen PETG varyantı | - Biyolojik parçalanma özelliği (endüstriyel kompostlama)- Çevre dostu, karbon ayak izi düşük | - Mekanik dayanım standart PETG’den biraz düşük (45–50 MPa çekme)- UV’ye karşı direnci standart PETG ile benzer veya az bir miktar düşer | Çevre duyarlı paketleme, tek kullanımlık prototip ürünler, eğitim amaçlı gösterimler |
İpucu:
- Hyper PETG varyantlarında, 250–265 °C nozzle sıcaklığını korurken 100–150 mm/s baskı hızı, prototipleme ve küçük seri üretim için idealdir.
- HT PETG’de “Tg ~85–95 °C” aralığı, uzun süreli ısıya maruz kalacak parçalar ve sıcak ortam prototipleri için kritik bir özelliktir.
- Karbon-Fiber Dolgulu PETG, mekanik test parçalarına yakın performans sunar; ancak nozzledan dolayı aşınma oranını unutmamalısınız.
5. PETG Filamentin Mekanik (MPa) Özellikleri
Aşağıdaki tabloda, çeşitli PETG varyantlarının—özellikle Hyper PETG ve Karbon-Fiber Dolgulu PETG—ortalamaya yakın mekanik değerlerini (ASTM D638 test numuneleri) bulabilirsiniz. Değerler, farklı üretici formülasyonlarında ±10–15 % oynayabilir.
| Mekanik Özellik | Standart PETG | Karbon-Fiber Dolgulu PETG | Hyper PETG | HT PETG | Cam-Dolgulu PETG | Biyobozunur PETG | Açıklama |
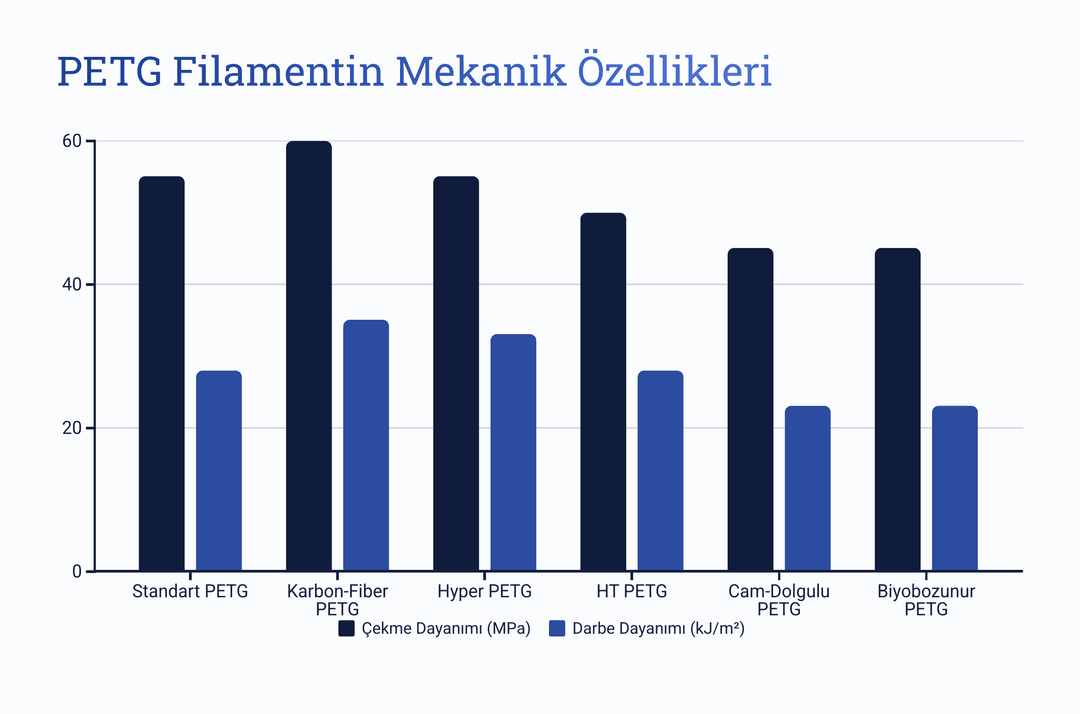
| Çekme Dayanımı (Tensile Strength) (MPa) | 45 – 60 MPa | 50 – 65 MPa | 50 – 60 MPa | 45 – 55 MPa | 40 – 50 MPa | 40 – 50 MPa | Hyper PETG ve karbon dolgu PETG, daha yüksek polimer saflığı ve katkı partikülleri sayesinde üst sınırda seyreder. |
| E-Modülü (Modulus of Elasticity) (GPa) | 2,0 – 2,5 GPa | 3,0 – 3,5 GPa | 2,5 – 3,0 GPa | 2,2 – 2,8 GPa | 2,5 – 3,0 GPa | 1,8 – 2,2 GPa | Karbon-Fiber PETG en yüksek modülü verir; Hyper PETG orta düzey, HT PETG bir miktar daha düşük modül sunar. |
| Kopma Uzama (Elongation at Break) (%) | 10 – 15 % | 5 – 10 % | 8 – 12 % | 8 – 12 % | 5 – 10 % | 15 – 20 % | Biyobozunur PETG en yüksek uzama değerini sunar; karbon dolgulu ve cam dolgulu varyantlar daha az esnek, daha serttir. |
| Darbe Dayanımı (Izod / Charpy, kJ/m²) | 25 – 30 kJ/m² | 30 – 40 kJ/m² | 30 – 35 kJ/m² | 25 – 30 kJ/m² | 20 – 25 kJ/m² | 20 – 25 kJ/m² | Karbon-Fiber ve Hyper PETG, en yüksek darbe dayanımını sunar (30 – 40 kJ/m²). Biyobozunur ve cam dolgulu PETG biraz daha düşüktür. |
| Sertlik (Shore D Değeri) | 75 – 80 Shore D | 80 – 85 Shore D | 78 – 83 Shore D | 76 – 82 Shore D | 78 – 83 Shore D | 70 – 75 Shore D | Karbon-Fiber PETG en yüksek sertlik değerine sahiptir; biyobozunur PETG en yumuşak varyantı temsil eder. |
| Çalışma Sıcaklığı (Sürekli, °C) | 70 – 80 °C | 75 – 85 °C | 70 – 80 °C | 85 – 95 °C | 70 – 80 °C | 65 – 75 °C | HT PETG (High-Temp) varyantı, en yüksek çalışma sıcaklığı (85 – 95 °C) sunar; diğerleri 70 – 80 °C bandında kalır. |
Notlar:
- Hyper PETG: Baskıda optimize edilmiş polimer saflığı ve katkı formülü sayesinde çekme 50 – 60 MPa, darbe 30 – 35 kJ/m² performans sağlar; baskı hızına göre (100 – 150 mm/s) değişir.
- Karbon-Fiber Dolgulu PETG: En yüksek mekanik mukavemet ve sertlik (çekme 50 – 65 MPa; darbe 30 – 40 kJ/m²; sertlik 80 – 85 Shore D); teknik parçalar için idealdir.
- HT PETG: Polikondenzasyon sırasında ekstra ısı stabilite katkıları eklenir; 85 – 95 °C çalışma sıcaklığı, çekme 45 – 55 MPa, darbe 25 – 30 kJ/m² değerleri tipiktir.
- Cam-Dolgulu PETG: Termal iletkenlik biraz daha yüksektir; çekme 40 – 50 MPa, darbe 20 – 25 kJ/m², yüzey sertliği 78 – 83 Shore D aralığındadır.
- Biyobozunur PETG: Kompostlanabilir PETG varyantı; mekanik değerler bir miktar düşer (çekme 40 – 50 MPa, darbe 20 – 25 kJ/m²).
6. PETG ile Diğer Termoplastiklerin Karşılaştırmalı Özeti
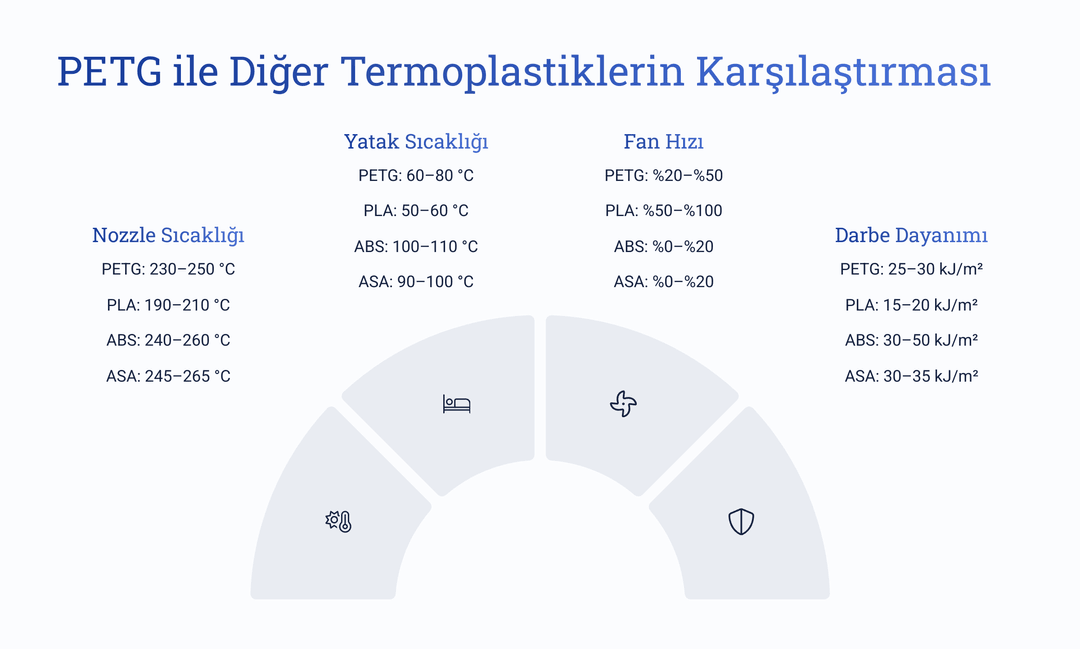
Aşağıdaki tablo, 2025 itibarıyla PETG’nin son teknoloji varyantlarını (HT PETG, Hyper PETG, karbon dolgulu vb.) PLA, ABS ve ASA gibi diğer popüler filamentlerle karşılaştırır. Böylece hangi malzemenin hangi uygulamaya uygun olduğunu kolayca görebilirsiniz.
| Özellik / Filament | PETG (Güncel) | PLA | ABS | ASA (UV Stabilize) |
| Nozzle Sıcaklığı | 230–250 °C (HT: 245–260 °C; Hyper: 250–265 °C) | 190–210 °C | 240–260 °C (maks. 270 °C) | 245–265 °C (maks. 275 °C) |
| Yatak (Bed) Sıcaklığı | 60–80 °C | 50–60 °C | 100–110 °C | 90–100 °C |
| Kabinsiz Baskı | Mümkün (warping düşük) | Evet (opsiyonel soğutma) | Zor (yüksek warping riski) | Zor (yüksek warping riski) |
| Kabin (Enclosure) | Opsiyonel, 30–40 °C (HT: kapalı gerekmez) | Opsiyonel, soğutma yeterli | Kapalı, 35–45 °C zorunlu | Kapalı, 35–45 °C zorunlu |
| Baskı Hızı | 50–80 mm/s (Hyper: 100–150 mm/s) | 30–60 mm/s | 60–120 mm/s (Hyper: 200–300 mm/s) | 60–100 mm/s |
| Fan Hızı | %20–%50 | %50–%100 | %0–%20 | %0–%20 |
| Katman Yüksekliği | 0,10–0,20 mm | 0,10–0,20 mm | 0,10–0,20 mm | 0,10–0,20 mm |
| Warping (Örme) Riski | Düşük | Düşük | Yüksek | Yüksek |
| Cam Geçiş (Tg) | 80–85 °C (HT: 85–95 °C) | 55–65 °C | 105–110 °C | 95–100 °C |
| Darbe Dayanımı | 25–30 kJ/m² (Hyper: 30–35 kJ/m²) | 15–20 kJ/m² | 30–50 kJ/m² | 30–35 kJ/m² |
| Çekme Dayanımı (MPa) | 45–60 MPa (Hyper: 50–60 MPa) | 50–70 MPa | 30–50 MPa | 35–50 MPa |
| Kopma Uzama (%) | 10–15 % (Biyobozunur: 15–20 %) | 3–6 % | 10–20 % | 15–25 % |
| Koku / VOC | + Az koku | + Düşük | – Orta–Yüksek koku | – Orta koku |
| UV / Dış Mekan Direnci | Orta | Düşük | Zayıf (ASA varyant güçlü) | + Yüksek UV dayanımı |
7. PETG Kullanırken Dikkat Edilmesi Gereken Noktalar
7.1. Warping ve Delaminasyon
- Warping (Örme) Riski: PETG’nin warping potansiyeli PLA’dan yüksek, ABS’den düşük düzeydedir. Genellikle kapalı bir kabin gerekmez; ancak 30–40 °C ortam ısısı ideal.
- Kilit Noktalar: Yatak Yapışması: 60–80 °C bandında PEI yüzey (doğrudan) veya mavi maskeleme bandı + PVA tutkal kombinasyonu kullanın. Brim / Raft Kullanımı: Geniş tabanlı modellerde “brim” (≥5 satır) veya “raft” (≥2 mm kalınlık) kullanımı üstündür. Düşük Fan Ayarı: İlk 1–2 katman %0, sonraki katmanlar %20–%30. Aşırı fan, katmanlar arası soğumayı hızlandırıp delaminasyona yol açabilir. Filament Kurutma: Nem çekimi düşük olsa da, 60 °C’de 1 saat kurutma, filament kalitesini artırır.
- Yatak Yapışması: 60–80 °C bandında PEI yüzey (doğrudan) veya mavi maskeleme bandı + PVA tutkal kombinasyonu kullanın.
- Brim / Raft Kullanımı: Geniş tabanlı modellerde “brim” (≥5 satır) veya “raft” (≥2 mm kalınlık) kullanımı üstündür.
- Düşük Fan Ayarı: İlk 1–2 katman %0, sonraki katmanlar %20–%30. Aşırı fan, katmanlar arası soğumayı hızlandırıp delaminasyona yol açabilir.
- Filament Kurutma: Nem çekimi düşük olsa da, 60 °C’de 1 saat kurutma, filament kalitesini artırır.
7.2. Yüzey Aderansı
- PETG, temiz ve düz bir tabla üzerinde yapışma konusunda genellikle sorun çıkarmaz.
- Yüzey Hazırlığı: Tabla yüzeyi IPA (İzopropil Alkol) ile silin. PEI kaplı cama doğrudan PETG bastığınızda, yüksek yapışma sağlar. Üreticinin önerdiği sıcaklığa sadık kalın. Yapışma arttırıcı ürünler (PVA tutkal, ABS tutkal çubuğu) efektli olabilir, ancak genellikle PETG’ye gerek kalmaz.
- Tabla yüzeyi IPA (İzopropil Alkol) ile silin.
- PEI kaplı cama doğrudan PETG bastığınızda, yüksek yapışma sağlar. Üreticinin önerdiği sıcaklığa sadık kalın.
- Yapışma arttırıcı ürünler (PVA tutkal, ABS tutkal çubuğu) efektli olabilir, ancak genellikle PETG’ye gerek kalmaz.
7.3. Nem ve Depolama
- Nem Eğilimi: PETG higroskobik değildir; ancak uzun süre nemli ortamlarda saklanırsa yüzeyi hafif yapışkan olabilir.
- Depolama Önerisi: Filamenti “kapalı torba” ve “silika jel” ile birlikte ılımlı nem oranı (< 40 %) ortamda muhafaza edin.
- Baskı Öncesi Kontrol: Filamentin toz ve kir içermediğinden emin olun; pis filament nozzle tıkanmasına yol açabilir.
7.4. Kimyasal ve Güvenlik
- PETG baskı sırasında çok az koku yayar; yine de kapalı ortamda uzun baskılarda minimal havalandırma yapılması önerilir.
- Gıda Teması: Gıda teması onaylı PETG filament kullanmadan direkt gıda kapları basmayın. “FDA onaylı” etiketi taşıyan PETG’leri tercih edin.
- Yangın ve Isı Riski: Nozzle sıcaklığı 260–270 °C’ye kadar çıkabilen varyantlar (HT, Hyper) kullanıyorsanız, baskı sırasında pandan kayna ve ateş riski minimaldir; yine de çalışma alanında yangın söndürme ekipmanınız hazır olsun.
8. Örnek Uygulama: “PETG Parçası” Tasarımından Baskı Hazırlığı
8.1. Model Hazırlığı ve İnce Duvar Kalınlığı
- CAD Tasarım: Fusion 360, SolidWorks veya FreeCAD kullanarak 3D modeli oluşturun.
- Duvar Kalınlığı: Minimum 1,5–2 mm duvar kalınlığı önerilir. 0,8–1 mm aralığı çok ince sayılır ve baskı sonrası büzülme görülebilir.
- Taban Yapısı: Geniş tabanlı parçalar için brim (≥5 satır) veya raft (≥2 mm petek yapısı) ekleyin. Bu, yapışmayı artıracaktır.
8.2. Dilimleme (Slicing) Ayarları
- Dilimleyici Seçimi: Bambu Studio (2025 Güncel Sürüm): Profil Seçimi: “PETG Default” yerine “PETG High Performance” profili veya “HT PETG”/“Hyper PETG” profilleri. Nozzle Sıcaklığı: Standart PETG: 240 °C HT PETG: 250 °C (maksimum 260 °C) Hyper PETG: 255 °C (maksimum 265 °C) Bed Sıcaklığı: 70 °C (PEI yüzey). Eğer kapton bantlı tablo kullanıyorsanız 75 °C. Çevre Kabini Sıcaklığı: Opsiyonel, 30–40 °C aralığında tutun (kapalı kabin önerilir). Baskı Hızı: Standart: 60 mm/s (dış katman), 80 mm/s (iç dolgu) Hyper: 100–150 mm/s (dış katman 80 mm/s, iç dolgu 120 mm/s) Fan Hızı: İlk 1–2 katman %0, sonraki katmanlar %30–%40. Retract Mesafesi: 4,5 mm (1,75 mm filament), hız 50 mm/s. Orca Slicer (2025 Güncel Sürüm): Profil Seçimi: “PETG (High Speed)” veya “Hyper PETG” profilleri. Nozzle Sıcaklığı: Standart: 245 °C HT PETG: 255 °C Hyper PETG: 260 °C Bed Sıcaklığı: 70 °C Baskı Hızı: Standart: 60–80 mm/s Hyper: 100–150 mm/s Fan Hızı: %20–%50 (İlk katman %0). Adaptive Layer Height: 0,12–0,18 mm (özellikle Hyper PETG’de 0,15 mm önerilir).
- Bambu Studio (2025 Güncel Sürüm): Profil Seçimi: “PETG Default” yerine “PETG High Performance” profili veya “HT PETG”/“Hyper PETG” profilleri. Nozzle Sıcaklığı: Standart PETG: 240 °C HT PETG: 250 °C (maksimum 260 °C) Hyper PETG: 255 °C (maksimum 265 °C) Bed Sıcaklığı: 70 °C (PEI yüzey). Eğer kapton bantlı tablo kullanıyorsanız 75 °C. Çevre Kabini Sıcaklığı: Opsiyonel, 30–40 °C aralığında tutun (kapalı kabin önerilir). Baskı Hızı: Standart: 60 mm/s (dış katman), 80 mm/s (iç dolgu) Hyper: 100–150 mm/s (dış katman 80 mm/s, iç dolgu 120 mm/s) Fan Hızı: İlk 1–2 katman %0, sonraki katmanlar %30–%40. Retract Mesafesi: 4,5 mm (1,75 mm filament), hız 50 mm/s.
- Profil Seçimi: “PETG Default” yerine “PETG High Performance” profili veya “HT PETG”/“Hyper PETG” profilleri.
- Nozzle Sıcaklığı: Standart PETG: 240 °C HT PETG: 250 °C (maksimum 260 °C) Hyper PETG: 255 °C (maksimum 265 °C)
- Standart PETG: 240 °C
- HT PETG: 250 °C (maksimum 260 °C)
- Hyper PETG: 255 °C (maksimum 265 °C)
- Bed Sıcaklığı: 70 °C (PEI yüzey). Eğer kapton bantlı tablo kullanıyorsanız 75 °C.
- Çevre Kabini Sıcaklığı: Opsiyonel, 30–40 °C aralığında tutun (kapalı kabin önerilir).
- Baskı Hızı: Standart: 60 mm/s (dış katman), 80 mm/s (iç dolgu) Hyper: 100–150 mm/s (dış katman 80 mm/s, iç dolgu 120 mm/s)
- Standart: 60 mm/s (dış katman), 80 mm/s (iç dolgu)
- Hyper: 100–150 mm/s (dış katman 80 mm/s, iç dolgu 120 mm/s)
- Fan Hızı: İlk 1–2 katman %0, sonraki katmanlar %30–%40.
- Retract Mesafesi: 4,5 mm (1,75 mm filament), hız 50 mm/s.
- Orca Slicer (2025 Güncel Sürüm): Profil Seçimi: “PETG (High Speed)” veya “Hyper PETG” profilleri. Nozzle Sıcaklığı: Standart: 245 °C HT PETG: 255 °C Hyper PETG: 260 °C Bed Sıcaklığı: 70 °C Baskı Hızı: Standart: 60–80 mm/s Hyper: 100–150 mm/s Fan Hızı: %20–%50 (İlk katman %0). Adaptive Layer Height: 0,12–0,18 mm (özellikle Hyper PETG’de 0,15 mm önerilir).
- Profil Seçimi: “PETG (High Speed)” veya “Hyper PETG” profilleri.
- Nozzle Sıcaklığı: Standart: 245 °C HT PETG: 255 °C Hyper PETG: 260 °C
- Standart: 245 °C
- HT PETG: 255 °C
- Hyper PETG: 260 °C
- Bed Sıcaklığı: 70 °C
- Baskı Hızı: Standart: 60–80 mm/s Hyper: 100–150 mm/s
- Standart: 60–80 mm/s
- Hyper: 100–150 mm/s
- Fan Hızı: %20–%50 (İlk katman %0).
- Adaptive Layer Height: 0,12–0,18 mm (özellikle Hyper PETG’de 0,15 mm önerilir).
8.3. Baskı Sırasında Kabin Isısı Kontrolü
- Bambu P1S/X1C gibi Kapalı Kabinli Yazıcılar: Otomatik olarak 30–40 °C’yi korur; ekstra ayara gerek kalmaz.
- Diğer Yazıcılar: Yazıcı etrafına akrilik paneller veya OEM kabin kitleri ile kabin çözümü oluşturun; 30–40 °C sabit tutmak warping’i azaltır.
8.4. Baskı Sonrası İşlemler (Post-Processing)
- Parça Soğuma: Baskı tamamlandıktan sonra parçayı, tabla sıcaklığı < 50 °C olana kadar bekletin (en az 5–10 dakika).
- Tabla Üzerinden Parça Çıkarma: İnce spatula veya plastik kazıyıcı kullanın; PETG, PLA’dan daha tutkal benzeri yapışır, nazikçe kaldırın.
- İnce spatula veya plastik kazıyıcı kullanın; PETG, PLA’dan daha tutkal benzeri yapışır, nazikçe kaldırın.
- Zımpara ve Yüzey Düzeltme: Katman izlerini azaltmak için 200 → 400 → 800 numara zımpara kağıtları kullanın. Zımparalama sonrası, yüzeyi nemli bez veya IPA (İzopropil Alkol) ile silerek toz ve kirleri giderin.
- Katman izlerini azaltmak için 200 → 400 → 800 numara zımpara kağıtları kullanın.
- Zımparalama sonrası, yüzeyi nemli bez veya IPA (İzopropil Alkol) ile silerek toz ve kirleri giderin.
- Kaplama (Coating): Şeffaf Akrilik Sprey veya Vernik: Yüzeye parlaklık ve çizik koruması sağlar. Kimyasal Düzeltme (Acetone Bath): Aseton PETG’yi sert şekilde çözemediğinden, kimyasal düzeltme PETG için önerilmez (ABS kadar etkili değildir). Bunun yerine IPA dipli su+jel düzeltme teknikleri deneyebilirsiniz (ülke ve ürün bağlı).
- Şeffaf Akrilik Sprey veya Vernik: Yüzeye parlaklık ve çizik koruması sağlar.
- Kimyasal Düzeltme (Acetone Bath): Aseton PETG’yi sert şekilde çözemediğinden, kimyasal düzeltme PETG için önerilmez (ABS kadar etkili değildir). Bunun yerine IPA dipli su+jel düzeltme teknikleri deneyebilirsiniz (ülke ve ürün bağlı).
- Boya Uygulaması: Akrilik Boya: Yüzey iyi temizlendikten sonra ince katlar halinde uygulanır. Elektrikli Fırın + Yüksek Isı Polimer Coat: Özellikle HT PETG parçaları için 80–90 °C’de 10–15 dakika fırınlama, yüzey sertliğini artırır.
- Akrilik Boya: Yüzey iyi temizlendikten sonra ince katlar halinde uygulanır.
- Elektrikli Fırın + Yüksek Isı Polimer Coat: Özellikle HT PETG parçaları için 80–90 °C’de 10–15 dakika fırınlama, yüzey sertliğini artırır.
8.5. Montaj ve Test
- Mekanik Parçalar: Vida Delikleri: Baskıda tutkal benzeri yapışma ve sıcak büzülme dikkate alınarak, delik çapını 0,1–0,2 mm daha büyük tasarlayın. Dinamik Testler: Darbe, gerilme testlerini baskı sonrası oda sıcaklığına gelince yapın; yüksek ısıdan çıkan parça, gerilme kalıntılarını gösterebilir.
- Vida Delikleri: Baskıda tutkal benzeri yapışma ve sıcak büzülme dikkate alınarak, delik çapını 0,1–0,2 mm daha büyük tasarlayın.
- Dinamik Testler: Darbe, gerilme testlerini baskı sonrası oda sıcaklığına gelince yapın; yüksek ısıdan çıkan parça, gerilme kalıntılarını gösterebilir.
- Elektronik Muhafazalar: İç yüzeylere yalıtım bantları veya silikon conta malzemeleri ekleyerek titreşim ve ısı yalıtımı sağlayın. PCB Montaj Delikleri: Baskıda delikleri 1 mm daha büyük planlamak, lehimleme sonrası gerilimi azaltır.
- İç yüzeylere yalıtım bantları veya silikon conta malzemeleri ekleyerek titreşim ve ısı yalıtımı sağlayın.
- PCB Montaj Delikleri: Baskıda delikleri 1 mm daha büyük planlamak, lehimleme sonrası gerilimi azaltır.
9. PETG ile Diğer Termoplastiklerin Karşılaştırmalı Özeti
Aşağıdaki tablo, 2025 itibarıyla PETG’nin en güncel varyantlarını (HT PETG, Hyper PETG) PLA, ABS ve ASA filamentlerle karşılaştırır. Bu sayede hangi malzemenin hangi uygulamaya uygun olduğunu net görebilirsiniz.
| Özellik / Filament | PETG (Güncel) | PLA | ABS | ASA (UV Stabilize) |
| Nozzle Sıcaklığı | 230–250 °C (HT: 245–260 °C; Hyper: 250–265 °C) | 190–210 °C | 240–260 °C (maks. 270 °C) | 245–265 °C (maks. 275 °C) |
| Yatak (Bed) Sıcaklığı | 60–80 °C | 50–60 °C | 100–110 °C | 90–100 °C |
| Kabinsiz Baskı | Mümkün (low warping) | Evet (opsiyonel soğutma) | Zor (yüksek warping riski) | Zor (yüksek warping riski) |
| Kabin (Enclosure) | Opsiyonel, 30–40 °C (HT: kapalı gerekmez) | Opsiyonel, soğutma yeterli | Kapalı, 35–45 °C zorunlu | Kapalı, 35–45 °C zorunlu |
| Baskı Hızı | 50–80 mm/s (Hyper: 100–150 mm/s) | 30–60 mm/s | 60–120 mm/s (Hyper: 200–300 mm/s) | 60–100 mm/s |
| Fan Hızı | %20–%50 | %50–%100 | %0–%20 | %0–%20 |
| Katman Yüksekliği | 0,10–0,20 mm | 0,10–0,20 mm | 0,10–0,20 mm | 0,10–0,20 mm |
| Warping (Örme) Riski | Düşük | Düşük | Yüksek | Yüksek |
| Cam Geçiş (Tg) | 80–85 °C (HT: 85–95 °C) | 55–65 °C | 105–110 °C | 95–100 °C |
| Darbe Dayanımı | 25–30 kJ/m² (Hyper: 30–35 kJ/m²) | 15–20 kJ/m² | 30–50 kJ/m² | 30–35 kJ/m² |
| Çekme Dayanımı (MPa) | 45–60 MPa (Hyper: 50–60 MPa) | 50–70 MPa | 30–50 MPa | 35–50 MPa |
| Kopma Uzama (%) | 10–15 % (Biyobozunur: 15–20 %) | 3–6 % | 10–20 % | 15–25 % |
| Koku / VOC | + Düşük koku | + Düşük | – Orta–Yüksek koku | – Orta koku |
| UV / Dış Mekan Direnci | Orta (UV stabilize PETG varyant) | Düşük | Zayıf (ASA varyant güçlü) | + Yüksek UV dayanımı |
10. PETG Kullanırken Dikkat Edilmesi Gereken Noktalar
10.1. Warping (Örme) ve Delaminasyon
- Sebep: PETG, %80–85 °C Tg’ye sahip olduğundan baskı sonrası soğuma biraz daha hızlı gerçekleşir. Ancak ABS kadar kritik değildir.
- Çözüm Önerileri: Yüzey Hazırlığı: PEI kaplı cama doğrudan PETG basın veya kapton bant + PVA tutkal kullanın. Fan Ayarı: İlk 1–2 katman %0; sonraki katmanlar %20–%30. Aşırı fan, katmanlar arası yapışmayı zayıflatır. Brim / Raft Kullanımı: Özellikle büyük ve ince tabanlı parçalar için brim (≥5 satır) veya raft (≥2 mm) kullanın. Kabin Isısı: Kapalı kabin önerilmez; ancak ortamı 30–40 °C’de sabit tutmak delaminasyonu azaltır. Filament Kurutma: Gerekli olmasa da, birkaç hafta açık kalmış filament için 60 °C’de 1 saat kurutma önerilir.
- Yüzey Hazırlığı: PEI kaplı cama doğrudan PETG basın veya kapton bant + PVA tutkal kullanın.
- Fan Ayarı: İlk 1–2 katman %0; sonraki katmanlar %20–%30. Aşırı fan, katmanlar arası yapışmayı zayıflatır.
- Brim / Raft Kullanımı: Özellikle büyük ve ince tabanlı parçalar için brim (≥5 satır) veya raft (≥2 mm) kullanın.
- Kabin Isısı: Kapalı kabin önerilmez; ancak ortamı 30–40 °C’de sabit tutmak delaminasyonu azaltır.
- Filament Kurutma: Gerekli olmasa da, birkaç hafta açık kalmış filament için 60 °C’de 1 saat kurutma önerilir.
10.2. Yüzey Aderansı
- PETG, temiz ve düz bir tabla üzerinde genellikle iyi yapışma sağlar.
- Temizlik: Tabla yüzeyini IPA (İzopropil Alkol) ile silin, toz ve yağ kalıntılarını temizleyin.
- Yapışma Aracı: PEI kaplamada doğrudan PETG; mavi maskeleme bandı veya PVA tutkal %(katman) takviyesi ekleyin.
10.3. Nem ve Depolama
- Nem Eğilimi: PETG higroskobik değildir, ancak nemli ortamlar filament yüzeyini yapışkan yapabilir.
- Depolama: Filamenti kapalı torba + silika jel paketi ile birlikte nem oranı düşük ortamda saklayın.
- Baskı Öncesi Kontrol: Filamentin yüzeyi pürüzsüz ve tozsuz olmalıdır; pis filament nozzle tıkanmasına yol açabilir.
10.4. Koku ve VOC Yönetimi
- PETG baskı sırasında çok az koku yayar; yine de kapalı bir odada uzun baskılarda hareketli havalandırma (pencere/açık aspiratör) iyi bir pratiktir.
- Gıda Teması Uygulamaları: Gıda teması onaylı PETG filament kullanmadan doğrudan gıda kapları üretmeyin. “FDA onaylı” etiketi taşıyan PETG’leri tercih edin.
11. Örnek Uygulama: “PETG Parçası” Tasarımından Baskı Hazırlığı
11.1. Model Hazırlığı ve İnce Duvar Kalınlığı
- CAD Tasarım: FreeCAD, Fusion 360 veya SolidWorks gibi CAD programlarıyla 3D modeli hazırlayın.
- Duvar Kalınlığı: Minimum 1,5–2 mm duvar kalınlığı önerilir. Daha ince (< 1 mm) duvarlar, baskı sonrası gerilme ve bükülmeye yol açabilir.
- Taban Yapısı: Large flat tabanlı modellerde brim (≥5 satır) veya raft (≥2 mm petek) eklemek yapışmayı artırır.
11.2. Dilimleme Ayarları
- Dilimleyici Seçimi: Bambu Studio (2025 Güncel): Profil: “PETG High Performance” veya “Hyper PETG” Nozzle Sıcaklığı: Standart PETG: 240 °C HT PETG: 250 °C Hyper PETG: 255 °C Bed Sıcaklığı: 70 °C Çevre Kabini: Opsiyonel, 30–40 °C Baskı Hızı: Standart: 60 mm/s (dış), 80 mm/s (iç) Hyper: 100–150 mm/s (dış 80 mm/s, iç 120 mm/s) Fan Hızı: İlk 1–2 katman %0; sonraki katmanlar %30–%40 Retract: 4,5 mm (1,75 mm filament), 50 mm/s hız Orca Slicer (2025 Güncel): Profil: “PETG High Speed” veya “Hyper PETG” Nozzle Sıcaklığı: Standart: 245 °C HT PETG: 255 °C Hyper PETG: 260 °C Bed Sıcaklığı: 70 °C Baskı Hızı: Standart: 60–80 mm/s Hyper: 100–150 mm/s Fan Hızı: %20–%50 (İlk katman %0) Katman Yüksekliği: 0,12–0,18 mm (Hyper PETG’de 0,15 mm önerilir)
- Bambu Studio (2025 Güncel): Profil: “PETG High Performance” veya “Hyper PETG” Nozzle Sıcaklığı: Standart PETG: 240 °C HT PETG: 250 °C Hyper PETG: 255 °C Bed Sıcaklığı: 70 °C Çevre Kabini: Opsiyonel, 30–40 °C Baskı Hızı: Standart: 60 mm/s (dış), 80 mm/s (iç) Hyper: 100–150 mm/s (dış 80 mm/s, iç 120 mm/s) Fan Hızı: İlk 1–2 katman %0; sonraki katmanlar %30–%40 Retract: 4,5 mm (1,75 mm filament), 50 mm/s hız
- Profil: “PETG High Performance” veya “Hyper PETG”
- Nozzle Sıcaklığı: Standart PETG: 240 °C HT PETG: 250 °C Hyper PETG: 255 °C
- Standart PETG: 240 °C
- HT PETG: 250 °C
- Hyper PETG: 255 °C
- Bed Sıcaklığı: 70 °C
- Çevre Kabini: Opsiyonel, 30–40 °C
- Baskı Hızı: Standart: 60 mm/s (dış), 80 mm/s (iç) Hyper: 100–150 mm/s (dış 80 mm/s, iç 120 mm/s)
- Standart: 60 mm/s (dış), 80 mm/s (iç)
- Hyper: 100–150 mm/s (dış 80 mm/s, iç 120 mm/s)
- Fan Hızı: İlk 1–2 katman %0; sonraki katmanlar %30–%40
- Retract: 4,5 mm (1,75 mm filament), 50 mm/s hız
- Orca Slicer (2025 Güncel): Profil: “PETG High Speed” veya “Hyper PETG” Nozzle Sıcaklığı: Standart: 245 °C HT PETG: 255 °C Hyper PETG: 260 °C Bed Sıcaklığı: 70 °C Baskı Hızı: Standart: 60–80 mm/s Hyper: 100–150 mm/s Fan Hızı: %20–%50 (İlk katman %0) Katman Yüksekliği: 0,12–0,18 mm (Hyper PETG’de 0,15 mm önerilir)
- Profil: “PETG High Speed” veya “Hyper PETG”
- Nozzle Sıcaklığı: Standart: 245 °C HT PETG: 255 °C Hyper PETG: 260 °C
- Standart: 245 °C
- HT PETG: 255 °C
- Hyper PETG: 260 °C
- Bed Sıcaklığı: 70 °C
- Baskı Hızı: Standart: 60–80 mm/s Hyper: 100–150 mm/s
- Standart: 60–80 mm/s
- Hyper: 100–150 mm/s
- Fan Hızı: %20–%50 (İlk katman %0)
- Katman Yüksekliği: 0,12–0,18 mm (Hyper PETG’de 0,15 mm önerilir)
11.3. Baskı Sırasında Kabin Isısı Kontrolü
- Bambu P1S/X1C vb. Kapalı Kabinli Yazıcılar: Kabin otomatik olarak 30–40 °C aralığını korur; ek ayar gerektirmez.
- Diğer Yazıcılar: Yazıcı etrafını akrilik paneller veya ahşap çerçeveler ile kapatarak ortam ısısını 30–40 °C bandında sabitleyin.
11.4. Baskı Sonrası İşlemler (Post-Processing)
- Parça Soğuma: Parçayı, tabla ısısı < 50 °C olana kadar bekletin (en az 5–10 dk).
- Tabla Üzerinden Parça Çıkarma: İnce spatula veya plastik kazıyıcı kullanın; PETG tutkal benzeri yapışma gösterir, nazik hareket etmek gerekir.
- İnce spatula veya plastik kazıyıcı kullanın; PETG tutkal benzeri yapışma gösterir, nazik hareket etmek gerekir.
- Zımpara ve Yüzey Düzeltme: 200 → 400 → 800 zımpara kağıtlarıyla katman izlerini kademeli olarak giderin. Zımparalama sonrası yüzeyi IPA ile silin.
- 200 → 400 → 800 zımpara kağıtlarıyla katman izlerini kademeli olarak giderin.
- Zımparalama sonrası yüzeyi IPA ile silin.
- Kaplama: Şeffaf Akrilik Sprey/Vernik: Yüzeye parlaklık ve ekstra çizik koruması sağlar. Solvent Düzeltme: Aseton PETG’yi tam çözemediği için önerilmez; bunun yerine IPA dipli su+jel veya PETG XTC Kaplama teknikleri kullanılabilir.
- Şeffaf Akrilik Sprey/Vernik: Yüzeye parlaklık ve ekstra çizik koruması sağlar.
- Solvent Düzeltme: Aseton PETG’yi tam çözemediği için önerilmez; bunun yerine IPA dipli su+jel veya PETG XTC Kaplama teknikleri kullanılabilir.
- Boya Uygulaması: Yüzey temizlendikten sonra akrilik sprey boya veya solvent bazlı vernik uygulayarak koruma ve estetik görünüm kazandırın.
- Yüzey temizlendikten sonra akrilik sprey boya veya solvent bazlı vernik uygulayarak koruma ve estetik görünüm kazandırın.
11.5. Montaj ve Test
- Mekanik Parçalar: Montaj deliklerini 0,1–0,2 mm daha geniş tasarlayın; vidalama sonrası gerilimi azaltır. Dinamik testler (çekme, bükme, darbe) yapmadan önce parça oda sıcaklığına gelene kadar bekleyin ve gerilme kalıntılarını kontrol edin.
- Montaj deliklerini 0,1–0,2 mm daha geniş tasarlayın; vidalama sonrası gerilimi azaltır.
- Dinamik testler (çekme, bükme, darbe) yapmadan önce parça oda sıcaklığına gelene kadar bekleyin ve gerilme kalıntılarını kontrol edin.
- Elektronik Muhafazalar: İç yüzeylere yalıtım bantları veya silikon conta ekleyerek titreşim ve ısı yalıtımı sağlayın.
- İç yüzeylere yalıtım bantları veya silikon conta ekleyerek titreşim ve ısı yalıtımı sağlayın.
12. Özet ve Geleceğe Dönük İpuçları
12.1. PETG Filamentin Güncel Avantajları ve Seçim Kriterleri
- Düşük Warping Riski: Açık kasa (open frame) yazıcılarda bile genellikle stabil baskı sunar.
- Mekanik Performans: Çekme dayanımı 45 – 60 MPa; darbe dayanımı 25 – 30 kJ/m². Hyper PETG ve karbon dolgulu PETG varyantlarında bu değerler daha da yükselir (çekme 50 – 65 MPa; darbe 30 – 40 kJ/m²).
- Yüksek Şeffaflık: Doğal form şeffaftır; kimya ve gıda uygulamalarında avantaj sağlar.
- Kimyasal Direnç: Su, etanol, seyreltik asit/bazlara dayanıklı; laboratuvar ve endüstriyel uygulamalara uygundur.
12.2. PETG Mekanik Değerler (MPa) Üzerinden Karar Verme
- Standart PETG: Çekme 45 – 60 MPa; darbe 25 – 30 kJ/m². Genel amaçlı prototipler ve hobi kullanım.
- Hyper PETG: Çekme 50 – 60 MPa; darbe 30 – 35 kJ/m²; 100 – 150 mm/s baskı hızında optimize. Seriyor üretim hatları ve hızlı prototiplere uygun.
- HT PETG: Çekme 45 – 55 MPa; darbe 25 – 30 kJ/m²; 85 – 95 °C çalışma sıcaklığı. Yüksek sıcaklık ve dış koşullara dayanıklı uygulamalar.
- Karbon-Fiber Dolgulu PETG: Çekme 50 – 65 MPa; darbe 30 – 40 kJ/m²; en yüksek sertlik (80 – 85 Shore D). Teknik ve mekanik test parçaları.
- Cam-Dolgulu PETG: Çekme 40 – 50 MPa; darbe 20 – 25 kJ/m²; termal iletkenlik avantajı. Laboratuvar gereçleri ve ısı iletim gerektiren prototipler.
- Biyobozunur PETG: Çekme 40 – 50 MPa; darbe 20 – 25 kJ/m². Geleceğin çevreci uygulamaları için ideal.
12.3. Depolama, Nem Kontrolü ve Dayanıklılık Önerileri
- Kuru Ortam: Filamenti “kapalı torba + silika jel” ile saklayın.
- Zaman Zaman Kurutma: Uzun süreli depolama sonrası (3+ ay) 60 °C’da 1 saat kurutma, filamenti stabilize eder.
- Tabla Temizliği: Her baskı öncesi tabla yüzeyini isopropil alkol (IPA) ile silin; yapışma sorunlarını azaltır.
12.4. Geleceğe Dönük PETG Trendleri
- Nanokompozit PETG: Karbon nanotüp, grafen veya metal nanoparçacıklar eklenerek termal iletkenlik ve mekanik mukavemetin üst düzeye çıkarılması hedefleniyor.
- Hibrid Filamentler: PETG/PLA, PETG/PET veya PETG/ASA gibi karışımlar; hem baskı kolaylığı hem de dayanıklılık sağlar.
- Geri Dönüştürülmüş PETG Filament: Endüstriyel atık ve kullanılmış PETG parçalarının toplanıp eritilerek filaman haline getirilmesi, sürdürülebilirlik odaklı atölyelerde yaygınlaşacak.
- Biyobozunur PETG Varyantları: Endüstriyel kompostlama koşullarında parçalanabilen, aynı performansı koruyan formülasyonlar geliştiriliyor.